In industrial applications, the need for reliable and durable conveyor systems is paramount. One of the most versatile and robust options on the market is the woven wire conveyor belt. These belts are known for their strength, durability, and efficiency, making them ideal for a wide range of industries, including food processing, manufacturing, heat treatment, and more.
This article will explore the key features, benefits, and applications of woven wire conveyor belts, and why they are a superior choice for various conveying needs.
What is a Woven Wire Conveyor Belt?
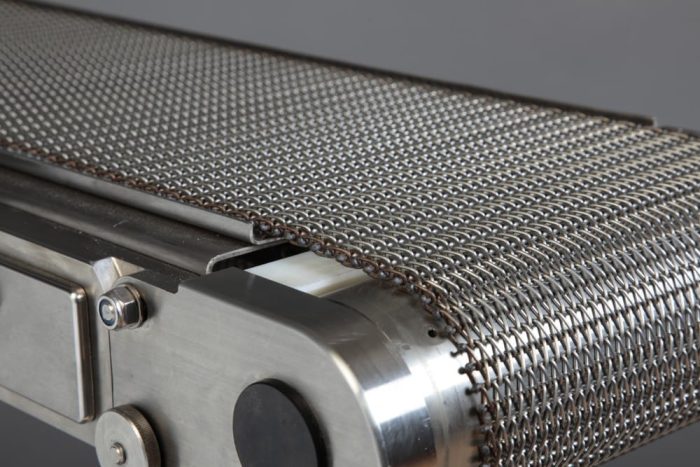
A woven wire conveyor belt is a type of conveyor system made from interlinked wire strands that form a sturdy mesh. The belts are typically constructed from stainless steel or other metals that are resistant to high temperatures, corrosion, and wear. The wire mesh is woven in a pattern that creates a flexible yet strong surface, allowing for efficient movement of materials through various processes.
These conveyor belts can be customized based on the specific needs of an industry, such as wire gauge, mesh pattern, and belt width. Their flexibility and customization options make them a perfect fit for different industries.
Key Benefits of Woven Wire Conveyor Belts
- Exceptional Durability
Woven wire conveyor belts are renowned for their durability. Made from high-quality metals such as stainless steel, these belts can withstand extreme temperatures, corrosive environments, and heavy loads. This makes them ideal for harsh industrial environments where other types of conveyor belts may fail. Their long lifespan reduces maintenance costs and downtime, making them a cost-effective solution.
- Heat Resistance
One of the standout features of woven wire conveyor belts is their resistance to high temperatures. This makes them suitable for processes such as heat treatment, drying, and baking, where temperatures can soar. These belts maintain their structural integrity and performance in extreme heat, ensuring smooth operations in industries like metalworking and food processing.
- Flexibility and Versatility
The woven wire design of these belts allows for a high degree of flexibility. They can easily adapt to different conveying processes, including curves, inclines, and declines. This versatility is particularly useful in industries that require complex material handling, such as automotive manufacturing, where products need to move through various stages of production.
- Open Mesh Design
The open mesh structure of woven wire conveyor belts allows for excellent air circulation and drainage. This is crucial for industries that require cooling, drying, or washing processes. The open design ensures that products are evenly exposed to air or water, resulting in more efficient processing. Additionally, the open mesh prevents the accumulation of debris, making the belts easier to clean and maintain.
- Customizable to Specific Needs
Woven wire conveyor belts can be tailored to meet the specific requirements of an industry. Factors such as wire diameter, mesh size, and the type of weave can all be customized to optimize the belt for particular applications. This flexibility ensures that businesses get a conveyor belt that meets their exact needs, whether they’re handling delicate food products or heavy industrial materials.
- Hygienic and Easy to Clean
In industries like food processing, maintaining hygiene is critical. The open mesh design of woven wire conveyor belts makes them easy to clean and sanitize. The belts can withstand the rigorous cleaning protocols required in food and pharmaceutical industries, ensuring that the production process remains contamination-free.
Applications of Woven Wire Conveyor Belts
- Food Processing
Woven wire conveyor belts are extensively used in the food processing industry for applications such as baking, frying, cooling, and drying. Their heat resistance, open mesh design, and easy-to-clean surface make them ideal for handling food products in high-temperature environments. They ensure uniform cooking or drying of food items and facilitate easy drainage of excess oils or liquids.
- Heat Treatment
In metalworking and industrial manufacturing, woven wire conveyor belts are used for heat treatment processes. They can withstand extreme temperatures without losing their strength or flexibility. These belts are essential for conveying metal parts through furnaces or other high-temperature equipment, ensuring even exposure to heat and optimal treatment results.
- Automotive Manufacturing
In the automotive industry, woven wire conveyor belts are used to move parts through various stages of production. Their strength and flexibility allow them to handle heavy loads and complex movement patterns. The belts’ durability ensures that they can withstand the rigors of continuous operation in demanding manufacturing environments.
- Pharmaceutical Industry
The open mesh design and ease of cleaning make woven wire conveyor belts an excellent choice for the pharmaceutical industry. These belts are used to transport pharmaceutical products through processes that require cleanliness and precision, such as drying, cooling, or sterilizing. Their ability to handle delicate items while maintaining hygiene is a major advantage.
- Electronics Manufacturing
In the electronics industry, woven wire conveyor belts are often used to handle delicate components during assembly or coating processes. The belts’ flexibility allows them to navigate through intricate production lines, while their durability ensures that they can handle sensitive electronic parts without damage.
Why Choose Woven Wire Conveyor Belts?
- Durability: With high resistance to wear, corrosion, and heat, these belts are built to last in demanding environments.
- Efficiency: The open mesh design ensures optimal airflow and drainage, leading to faster, more efficient processing.
- Versatility: From food processing to automotive manufacturing, these belts are used in a wide range of industries.
- Customizability: Tailor the belt to meet the specific needs of your industry, ensuring better performance.
- Cost-effective: Reduced maintenance and longer service life make these belts a more economical choice.
Conclusion
For industries that require robust, reliable, and versatile conveyor systems, woven wire conveyor belts are an excellent choice. With their durability, heat resistance, and customizable features, they meet the needs of various demanding applications. Whether you’re in food processing, manufacturing, or heat treatment, a woven wire conveyor belt offers the performance and reliability you need to enhance productivity and ensure seamless operations.