Wire Mesh conveyor belt Introduction
A wire Mesh conveyor belt is a crucial component in various industrial sectors, playing a pivotal role in optimizing production processes by offering strength, flexibility, and durability. These belts are constructed from interlocking wire strands, creating an open mesh structure that allows air or liquid to flow through freely. This makes wire mesh conveyor belts particularly useful for industries requiring ventilation, drainage, or heat resistance, such as food processing, automotive, and pharmaceuticals. In this article, we’ll explore the features, benefits, and common applications of wire mesh conveyor belts, providing a comprehensive understanding of why they are an integral part of modern manufacturing.

What is a Wire Mesh conveyor belt?
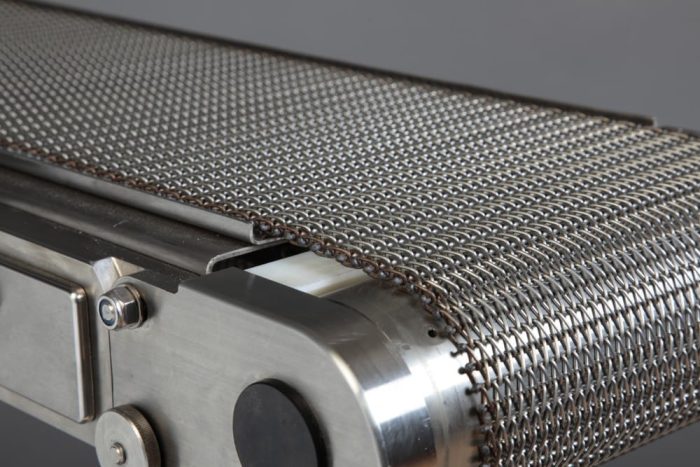
A wire Mesh conveyor belt is made by weaving or connecting metal wires into a mesh structure that forms a belt. These belts are used to transport goods and materials through different stages of production. The open mesh design allows for airflow, drainage, and temperature regulation, making these belts ideal for high-temperature applications or processes that require cooling, drying, or washing.
Wire mesh conveyor belts come in various materials, the most common being:
- Stainless Steel: Known for its high strength, heat resistance, and corrosion resistance, stainless steel wire mesh belts are suitable for heavy-duty applications in harsh environments.
- Carbon Steel: Provides strength and durability for less demanding applications where high temperatures or corrosion resistance are not a priority.
- Galvanized Steel: Offers good corrosion resistance at a lower cost than stainless steel, making it suitable for environments with moderate exposure to moisture or chemicals.
Key Features of Wire Mesh Conveyor Belts
- Heat Resistance: Wire mesh conveyor belts can withstand extreme temperatures, making them ideal for processes such as baking, frying, or heat treatment.
- Airflow and Drainage: The open mesh design allows air or liquids to pass through easily, ensuring efficient cooling, drying, or draining during production processes.
- Durability: Made from robust materials like stainless steel, these belts are designed to withstand heavy loads, abrasive materials, and harsh operating conditions.
- Corrosion Resistance: Stainless steel and galvanized wire mesh belts resist corrosion, making them ideal for use in industries exposed to moisture, chemicals, or salt.
- Flexibility and Strength: Wire mesh belts can handle significant tension while remaining flexible enough to adapt to various conveyor systems, offering long-lasting performance.
- Easy Maintenance: The open structure and material properties make wire mesh conveyor belts easy to clean and maintain, ensuring hygiene and reducing downtime.
Benefits of Wire Mesh Conveyor Belts
- Versatility: Wire mesh conveyor belts are used in a wide range of industries, from food processing to pharmaceuticals and automotive. Their adaptability makes them suitable for various types of products and environments.
- Energy Efficiency: The open mesh design allows for improved air circulation, reducing the energy required for cooling or drying processes.
- Hygiene and Cleanability: Wire mesh conveyor belts, particularly those made from stainless steel, are easy to clean and sanitize. This is especially important in food processing, where hygiene is critical.
- Cost-Effectiveness: Although the initial investment may be higher than other conveyor belts, wire mesh conveyor belts offer long-term savings due to their durability and reduced maintenance needs.
- Consistent and Reliable Performance: Wire mesh belts offer smooth operation and are less likely to jam or wear out quickly, ensuring consistent production flow.
Common Applications of Wire Mesh Conveyor Belts
Due to their unique properties, wire mesh conveyor belts are used across a variety of industries and applications:
- Food Processing Industry:
- Baking and Frying: Wire mesh belts are widely used in baking and frying operations. They can withstand high temperatures and ensure even cooking or frying of products.
- Cooling and Freezing: In cooling and freezing processes, the open structure allows for rapid air circulation, which speeds up the cooling or freezing process.
- Washing and Draining: Wire mesh belts are used in washing stations for fruits, vegetables, and other food products. The open mesh allows water to drain efficiently while transporting the products through the cleaning cycle.
- Automotive Industry:
- Parts Washing and Drying: Wire mesh conveyor belts are used in automotive production lines to transport parts through washing and drying processes. The high strength of stainless steel belts allows them to handle heavy components and harsh chemicals used in cleaning.
- Heat Treatment: Wire mesh belts are commonly used in heat treatment furnaces for metal components. Their heat resistance ensures that metal parts are transported safely through high-temperature processes like tempering, annealing, and hardening.
- Pharmaceutical Industry:
- Drying and Sterilizing: Wire mesh conveyor belts are used in the drying and sterilization of pharmaceutical products. Their open structure allows for efficient air circulation and quick drying times, ensuring that products are processed safely and quickly.
- Transport of Delicate Products: The smooth and stable surface of wire mesh belts makes them ideal for transporting delicate pharmaceutical items without causing damage.
- Textile Industry:
- Drying of Fabrics: Wire mesh conveyor belts are used in textile drying processes. The open mesh structure allows air to circulate freely, reducing drying times and ensuring the even drying of fabrics.
- Heat Setting: Certain fabrics require heat setting to stabilize their structure. Wire mesh belts, resistant to high temperatures, are used to transport fabrics through these processes without deforming or damaging the material.
- Packaging Industry:
- Product Sorting and Packaging: Wire mesh conveyor belts are often used in automated packaging lines for sorting, packaging, and labeling products. Their flexibility and strength make them suitable for transporting items of various shapes and sizes without causing damage or misalignment.
How to Choose the Right Wire Mesh conveyor belt
Choosing the right wire Mesh conveyor belt for your business requires careful consideration of the following factors:
- Material: Choose the material based on the operating conditions. For high-temperature or corrosive environments, stainless steel is the best choice. For lighter applications, carbon steel or galvanized steel may be more cost-effective.
- Mesh Size: The size of the mesh affects airflow, strength, and the types of products that can be transported. Larger mesh sizes are better for applications requiring more airflow or drainage, while smaller mesh sizes provide more support for smaller or delicate products.
- Belt Design: Wire mesh conveyor belts come in different designs, such as balanced weave, flat wire, and compound weave. Each design has its own benefits. For example, balanced weave is highly durable, while flat wire provides a smooth surface for conveying delicate items.
- Load Capacity: Ensure that the belt can handle the weight of the products being transported without deforming or wearing out prematurely.
- Temperature Resistance: Consider the temperature requirements of your application. Stainless steel belts are ideal for high-temperature environments, while other materials may be suitable for lower-temperature processes.
Why Partner with a Reliable Wire Mesh conveyor belt Manufacturer?
Partnering with a reliable wire Mesh conveyor belt manufacturer ensures that you receive high-quality products that meet the exact needs of your industry. A good manufacturer will offer:
- Customization options: From mesh size to material selection, a reputable manufacturer will tailor the belt to suit your specific application.
- Durability: High-quality wire mesh belts are built to last, reducing maintenance costs and downtime.
- Technical Support: A reliable manufacturer will provide expert advice on belt selection, installation, and maintenance to ensure smooth operation.
- On-time Delivery: Timely delivery of conveyor belts is critical to keeping your production lines running smoothly.
Conclusion
Wire mesh conveyor belts are a versatile and essential solution for various industries, including food processing, automotive, pharmaceuticals, and textiles. Their open mesh design, durability, heat resistance, and flexibility make them ideal for applications involving high temperatures, drainage, or cooling. By choosing the right wire Mesh conveyor belt for your business and partnering with a reliable manufacturer, you can optimize your production processes, reduce downtime, and ensure consistent product quality.
Investing in a high-quality wire Mesh conveyor belt will enhance operational efficiency, improve product handling, and reduce long-term costs, making it a crucial component in any industrial production line.