Wire Mesh Belt Introduction
A wire mesh belt is a critical component in many industrial applications, known for its strength, versatility, and efficiency. Constructed from interwoven metal wires, these belts offer unique advantages that make them ideal for a range of material handling processes. This comprehensive guide delves into the features, benefits, and applications of wire mesh belts, highlighting why they are a preferred choice for various industries.
What is a Wire Mesh Belt?
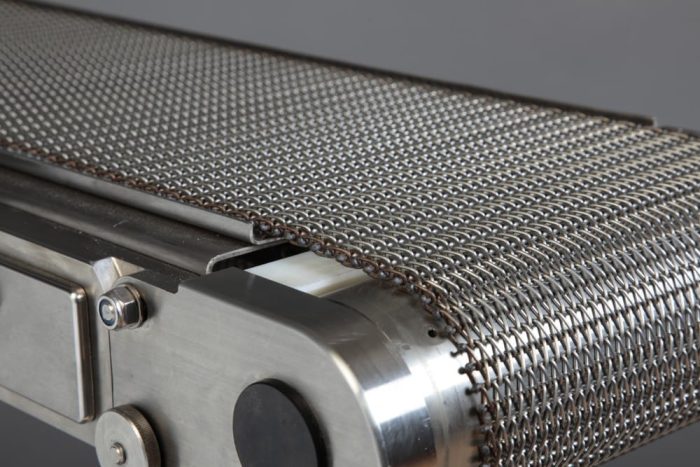
A wire mesh belt is a type of conveyor belt made from interlaced metal wires, typically stainless steel, carbon steel, or other metals. The belt’s mesh structure is designed to handle a variety of materials and conditions, providing an effective solution for transporting items through different stages of production or processing. Wire mesh belts come in various designs, including different mesh sizes and wire configurations, to meet specific application requirements.
Key features of wire mesh belts include:
- Durability: The metal wire construction provides exceptional strength and resistance to wear, making these belts suitable for heavy-duty applications.
- Flexibility: Wire mesh belts can be customized to fit different conveyor systems, with options for varying widths, lengths, and mesh sizes.
- Open Mesh Design: The mesh structure allows for effective airflow and drainage, making these belts ideal for processes involving heat, moisture, or debris.
- Temperature Resistance: Depending on the material, wire mesh belts can withstand high and low temperatures, making them suitable for thermal processing applications.
Benefits of Wire Mesh Belts
- Robust Strength and Longevity Wire mesh belts are renowned for their robustness and longevity. The metal wire construction ensures that these belts can handle heavy loads and resist abrasion, providing a durable solution for demanding industrial environments. This strength translates into a longer service life and fewer replacements, offering cost savings over time.
- Versatile Applications Wire mesh belts are highly versatile and can be adapted for various industries and applications. From food processing to manufacturing and mining, these belts can be tailored to meet specific needs, ensuring efficient material handling across different processes.
- Effective Airflow and Drainage The open mesh design of wire mesh belts promotes excellent airflow and drainage. This feature is particularly advantageous in processes involving heating, cooling, or washing, as it allows for even heat distribution, moisture removal, and debris management. For instance, in food processing, the mesh structure helps with drying and cooling, preventing water accumulation and ensuring consistent product quality.
- Temperature Tolerance Wire mesh belts can handle a wide range of temperatures, depending on the material used. Stainless steel wire mesh belts, for example, are suitable for high-temperature applications such as ovens and kilns, while other types may be used for freezing or cooling processes. This temperature tolerance ensures that the belt maintains its performance and integrity under challenging conditions.
- Ease of Maintenance and Cleaning The simple and open design of wire mesh belts makes them easy to maintain and clean. The mesh structure allows for straightforward washing and removal of debris, which is essential in industries with strict hygiene standards. This ease of cleaning helps reduce downtime and ensures that the belt remains in optimal condition.
- Customization Options Wire mesh belts can be customized to meet specific requirements. This includes adjusting the mesh size, wire thickness, and belt dimensions to suit different applications. Customization ensures that the belt is designed to handle the materials and conditions of your particular process.
Common Applications of Wire Mesh Belts
- Food Processing Industry
- Baking and Cooking: Wire mesh belts are used in commercial ovens and cooking processes. The open mesh design allows for even cooking and proper ventilation, while the metal construction can withstand high temperatures.
- Cooling and Freezing: In cooling and freezing applications, wire mesh belts facilitate effective airflow, speeding up the cooling or freezing of food products. This ensures consistent quality and prevents product spoilage.
- Washing and Drying: Wire mesh belts are employed in washing and drying systems for food products. The mesh structure enables efficient drainage and prevents water buildup, ensuring thorough and hygienic processing.
- Manufacturing Industry
- Material Transport: In manufacturing, wire mesh belts are used to transport parts and components through production lines. The strength and flexibility of these belts allow them to handle heavy and irregularly shaped items with ease.
- Heat Treatment: Wire mesh belts are used in heat treatment processes such as annealing or tempering. Their ability to withstand high temperatures ensures reliable performance and uniform heat distribution.
- Mining and Aggregate Industry
- Material Handling: Wire mesh belts are essential in mining and aggregate operations for transporting heavy and abrasive materials. The durability of these belts ensures they can handle large volumes of material without significant wear.
- Screening and Sorting: The mesh design allows for effective screening and sorting of materials. Wire mesh belts are used in vibrating screens and sorting systems to separate materials based on size or type.
- Pharmaceutical Industry
- Material Transport: In the pharmaceutical industry, wire mesh belts are used to transport components and products through various stages of production. The ease of cleaning and temperature resistance are key benefits in this sector.
- Sterilization: Wire mesh belts are used in sterilization processes, where their ability to withstand high temperatures ensures safe and effective processing of pharmaceutical products.
- Textile Industry
- Fabric Processing: Wire mesh belts are used in textile manufacturing for transporting fabrics through processes such as dyeing, drying, and finishing. The mesh design allows for efficient airflow and prevents material entanglement.
How to Choose the Right Wire Mesh Belt
- Identify Application Requirements Determine the specific needs of your application, including the type of materials being handled, temperature ranges, and environmental conditions. This information will guide you in selecting a wire mesh belt with the appropriate specifications.
- Select Material and Construction Choose the material for the belt based on your application’s demands. Stainless steel is commonly used for its corrosion resistance and temperature tolerance, while carbon steel may be suitable for less demanding environments.
- Consider Mesh Size and Design The mesh size affects the belt’s performance in terms of airflow and support. Larger mesh openings are suitable for applications requiring high airflow, while smaller mesh sizes may be better for supporting finer materials.
- Evaluate Customization Options Many wire mesh belts can be customized to fit specific requirements. Consider factors such as belt width, length, and wire thickness to ensure the belt fits your conveyor system and handles materials effectively.
- Assess Maintenance and Cleaning Needs Ensure that the wire mesh belt is easy to maintain and clean. The design should allow for straightforward removal of debris and residues, particularly in industries with stringent hygiene standards.
- Choose a Reliable Supplier Partnering with a reputable wire mesh belt supplier ensures you receive a high-quality product tailored to your needs. Look for suppliers with a proven track record of reliability, expertise, and customer support.
Conclusion
A wire mesh belt offers unparalleled durability, versatility, and efficiency for a wide range of industrial applications. Its strength, temperature resistance, and ease of maintenance make it an ideal choice for handling materials in industries such as food processing, manufacturing, mining, pharmaceuticals, and textiles. By understanding the benefits and selecting the right wire mesh belt for your specific needs, you can enhance the performance and efficiency of your material handling systems.
Investing in a high-quality wire mesh belt will provide long-term benefits, including reduced downtime, lower maintenance costs, and improved operational efficiency. Partnering with a reliable supplier will ensure you receive a product that meets your exact specifications and supports your production processes effectively.