
Benefits of Using Spiral Wire Mesh Stainless Steel Belts in Harsh Environments
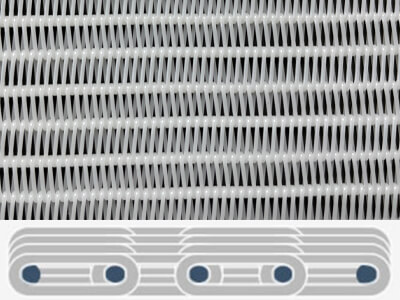
Spiral wire mesh stainless steel belts are a popular choice for industrial applications in harsh environments due to their durability and strength. These belts are made from high-quality stainless steel wire that is woven into a spiral pattern, providing excellent resistance to corrosion, heat, and abrasion. In this article, we will explore the benefits of using spiral wire mesh stainless steel belts in harsh environments.
One of the key advantages of spiral wire mesh stainless steel belts is their exceptional durability. These belts are designed to withstand extreme conditions, making them ideal for use in industries such as food processing, automotive manufacturing, and chemical processing. The stainless steel material used in these belts is highly resistant to rust and corrosion, ensuring a long service life even in the harshest environments.
In addition to their durability, spiral wire mesh stainless steel belts are also known for their strength. The woven spiral pattern of the belts provides excellent tensile strength, allowing them to withstand heavy loads and high temperatures without deforming or breaking. This makes them an ideal choice for conveying heavy materials or operating in high-temperature environments.
Another benefit of using spiral wire mesh stainless steel belts in harsh environments is their versatility. These belts can be customized to meet the specific needs of different industries, with options for different wire diameters, belt widths, and mesh patterns. This flexibility allows for the creation of belts that are tailored to the unique requirements of each application, ensuring optimal performance and reliability.
Furthermore, spiral wire mesh stainless steel belts are easy to clean and maintain, making them a cost-effective choice for industrial applications. The smooth surface of the belts prevents material buildup and allows for easy cleaning with water or cleaning solutions. This helps to reduce downtime and maintenance costs, ensuring that the belts remain in optimal condition for longer periods of time.

In conclusion, spiral wire mesh stainless steel belts offer a range of benefits for use in harsh environments. Their durability, strength, versatility, and ease of maintenance make them an ideal choice for industries that require reliable and long-lasting conveyor belts. Whether used in food processing, automotive manufacturing, or chemical processing, these belts provide a reliable and cost-effective solution for conveying materials in challenging environments. With their exceptional performance and longevity, spiral wire mesh stainless steel belts are a valuable asset for any industrial application that requires a durable and reliable conveyor belt solution.
Case Studies Demonstrating the Durability of Spiral Wire Mesh Stainless Steel Belts
Spiral wire mesh stainless steel belts have long been recognized for their durability and reliability in a variety of industrial applications. These belts are commonly used in harsh environments where traditional conveyor belts may not be able to withstand the conditions. In this article, we will explore several case studies that demonstrate the durability of spiral wire mesh stainless steel belts in challenging environments.
One such case study involves a food processing plant that was experiencing issues with their conveyor belts breaking down due to the high temperatures and corrosive nature of the materials being transported. The plant decided to switch to spiral wire mesh stainless steel belts, which are known for their resistance to heat and corrosion. After making the switch, the plant saw a significant decrease in downtime and maintenance costs, as the new belts were able to withstand the harsh conditions without breaking down.
Another case study involves a manufacturing facility that was using traditional rubber conveyor belts to transport heavy materials. The constant wear and tear on the belts caused frequent breakdowns and required costly repairs. The facility decided to switch to spiral wire mesh stainless steel belts, which are known for their strength and durability. The new belts were able to handle the heavy loads without breaking down, resulting in increased productivity and cost savings for the facility.
In a third case study, a mining operation was using traditional conveyor belts to transport ore from the mine to the processing plant. The abrasive nature of the ore caused the belts to wear out quickly, leading to frequent replacements and downtime. The operation switched to spiral wire mesh stainless steel belts, which are designed to withstand abrasive materials. The new belts were able to handle the tough conditions without wearing out, resulting in increased efficiency and cost savings for the operation.
Overall, these case studies demonstrate the durability and reliability of spiral wire mesh stainless steel belts in harsh environments. These belts are able to withstand high temperatures, corrosive materials, heavy loads, and abrasive conditions without breaking down. By switching to spiral wire mesh stainless steel belts, industrial facilities can increase productivity, reduce downtime, and save on maintenance costs.
In conclusion, spiral wire mesh stainless steel belts are a durable and reliable solution for industrial applications in harsh environments. These belts have been proven to withstand the toughest conditions without breaking down, as demonstrated by the case studies discussed in this article. By choosing spiral wire mesh stainless steel belts, industrial facilities can improve efficiency, reduce downtime, and save on maintenance costs.
Maintenance Tips to Extend the Lifespan of Spiral Wire Mesh Stainless Steel Belts in Harsh Environments
Spiral wire mesh stainless steel belts are a popular choice for conveying materials in harsh environments due to their durability and resistance to corrosion. These belts are commonly used in industries such as food processing, automotive manufacturing, and chemical processing where they are exposed to extreme temperatures, chemicals, and abrasive materials. Despite their robust construction, spiral wire mesh stainless steel belts require regular maintenance to ensure they continue to perform optimally and have a long lifespan.
One of the key maintenance tips to extend the lifespan of spiral wire mesh stainless steel belts is to regularly inspect them for signs of wear and tear. Over time, the mesh can become damaged due to the constant friction and stress of conveying materials. It is important to inspect the belts for any broken or bent wires, as well as any signs of corrosion or rust. Any damaged sections should be repaired or replaced promptly to prevent further deterioration of the belt.
In addition to regular inspections, it is important to clean spiral wire mesh stainless steel belts regularly to remove any buildup of debris or contaminants. This buildup can cause the belts to become less efficient in conveying materials and can also lead to corrosion over time. Cleaning the belts with a mild detergent and water solution can help to remove any dirt, grease, or other contaminants that may be present. It is important to thoroughly rinse the belts after cleaning to ensure that no residue is left behind.
Another important maintenance tip for extending the lifespan of spiral wire mesh stainless steel belts is to properly tension them. Proper tensioning is essential for ensuring that the belts run smoothly and do not slip or become misaligned. Over time, the tension of the belts can become loose due to wear and tear, which can affect their performance. Regularly checking and adjusting the tension of the belts can help to prevent issues such as slippage and premature wear.

In addition to regular maintenance, it is also important to lubricate spiral wire mesh stainless steel belts to reduce friction and wear. Lubrication can help to prolong the lifespan of the belts by reducing the amount of friction between the mesh and the pulleys. It is important to use a lubricant that is compatible with stainless steel and will not cause damage to the belts. Applying lubricant to the belts at regular intervals can help to keep them running smoothly and efficiently.
Overall, maintaining spiral wire mesh stainless steel belts in harsh environments requires regular inspections, cleaning, tensioning, and lubrication. By following these maintenance tips, you can help to extend the lifespan of your belts and ensure that they continue to perform optimally in even the most challenging conditions. With proper care and maintenance, spiral wire mesh stainless steel belts can provide reliable and efficient conveying solutions for many years to come.