
Increased Efficiency
In the textile industry, efficiency is key to maintaining a competitive edge in the market. One way to improve efficiency in the production process is by using spiral belts for conveying materials. Spiral belts offer several advantages that can help textile manufacturers streamline their operations and increase productivity.
One of the main advantages of using spiral belts for conveying in the textile industry is their ability to handle a wide range of materials. Whether it’s delicate fabrics or heavy-duty materials, spiral belts are designed to accommodate various types of textiles without causing damage. This versatility allows manufacturers to convey different materials throughout the production process without having to switch out belts, saving time and reducing downtime.
Another advantage of spiral belts is their durability and longevity. Made from high-quality materials such as stainless steel or polyester, spiral belts are built to withstand the rigors of the textile industry. They are resistant to wear and tear, corrosion, and high temperatures, making them ideal for continuous use in demanding manufacturing environments. This durability translates to lower maintenance costs and longer belt life, ultimately saving manufacturers money in the long run.
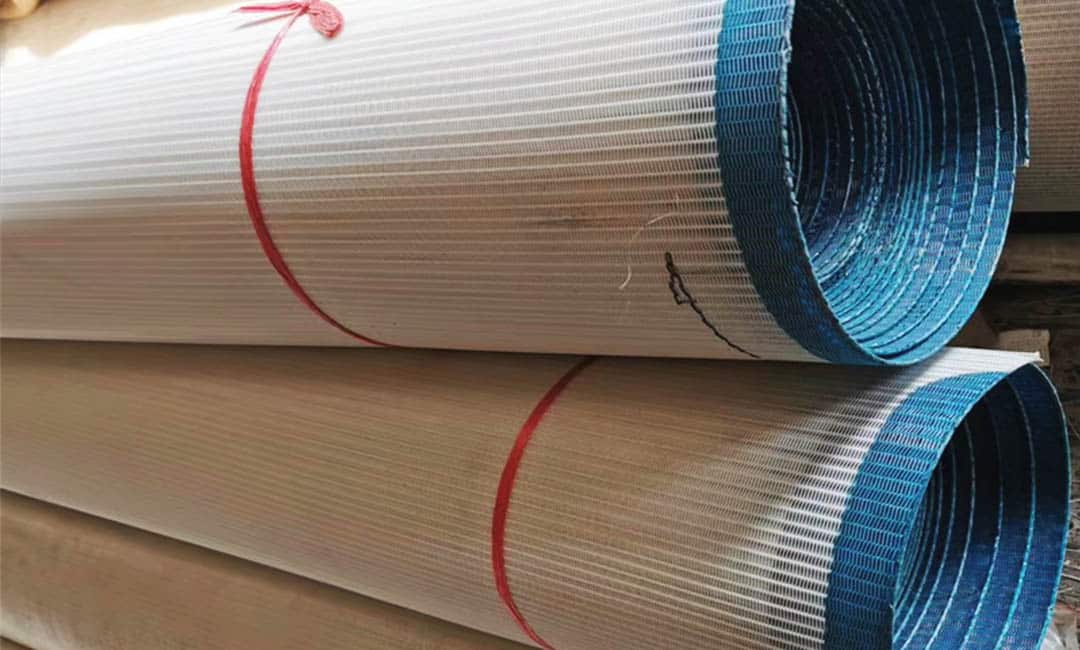
Spiral belts also offer superior performance when it comes to conveying materials efficiently. Their unique design features a spiral weave pattern that allows for smooth and consistent material flow. This minimizes the risk of jams or blockages in the conveyor system, reducing the likelihood of production delays and ensuring a steady workflow. Additionally, spiral belts can be customized to meet specific production requirements, such as speed, load capacity, and material handling needs, further optimizing the conveying process.
In addition to their performance benefits, spiral belts are also easy to install and maintain. Their modular design allows for quick and simple installation, minimizing downtime during setup. Maintenance is also straightforward, with most spiral belts requiring only periodic cleaning and inspection to ensure optimal performance. This ease of maintenance helps to keep production running smoothly and reduces the need for costly repairs or replacements.
Furthermore, using spiral belts for conveying in the textile industry can lead to improved safety in the workplace. The smooth surface of spiral belts reduces the risk of material snagging or catching on the conveyor system, preventing accidents and injuries. Additionally, the durable construction of spiral belts ensures that they can withstand heavy loads and high speeds without compromising worker safety. By investing in spiral belts, textile manufacturers can create a safer working environment for their employees while also increasing efficiency and productivity.
Overall, the advantages of using spiral belts for conveying in the textile industry are clear. From their versatility and durability to their superior performance and ease of maintenance, spiral belts offer numerous benefits that can help manufacturers streamline their operations and increase efficiency. By incorporating spiral belts into their production processes, textile manufacturers can improve material handling, reduce downtime, and enhance worker safety, ultimately leading to a more productive and profitable business.
Reduced Maintenance Costs
In the textile industry, the use of conveyor belts is essential for the efficient movement of materials throughout the production process. One type of conveyor belt that has gained popularity in recent years is the spiral belt. Spiral belts offer a number of advantages over traditional conveyor belts, particularly when it comes to reducing maintenance costs.
One of the primary advantages of using spiral belts for conveying in the textile industry is their durability. Spiral belts are typically made from high-quality materials such as stainless steel or plastic, which are able to withstand the rigors of constant use in a manufacturing environment. This means that spiral belts are less likely to break or wear out, reducing the need for costly repairs or replacements.
Additionally, spiral belts are designed in such a way that they are less prone to becoming misaligned or jammed during operation. Traditional conveyor belts can sometimes become misaligned due to uneven loading or other factors, which can lead to costly downtime and maintenance. Spiral belts, on the other hand, are able to maintain their alignment more effectively, reducing the likelihood of jams and other issues that can disrupt production.
Another advantage of using spiral belts for conveying in the textile industry is their ease of maintenance. Spiral belts are designed to be easily cleaned and maintained, with fewer moving parts and components that can become clogged or damaged. This means that maintenance tasks such as cleaning and lubrication can be performed more quickly and efficiently, reducing the amount of downtime required for maintenance activities.
Furthermore, spiral belts are able to operate at higher speeds than traditional conveyor belts, allowing for increased throughput and productivity in textile manufacturing processes. This increased speed can help to reduce production costs and improve overall efficiency, making spiral belts a cost-effective choice for conveying materials in the textile industry.
Overall, the advantages of using spiral belts for conveying in the textile industry are clear. From their durability and reliability to their ease of maintenance and increased speed capabilities, spiral belts offer a number of benefits that can help textile manufacturers reduce maintenance costs and improve overall efficiency. By investing in spiral belts for their conveying needs, textile companies can enjoy a more streamlined production process and a competitive edge in the industry.
Improved Product Quality
In the textile industry, the quality of the products being produced is of utmost importance. From the raw materials used to the manufacturing process itself, every aspect must be carefully monitored to ensure that the final product meets the highest standards. One key component of this process is the conveying system used to transport materials throughout the production line. Spiral belts have emerged as a popular choice for conveying in the textile industry due to their numerous advantages.
One of the primary advantages of using spiral belts for conveying in the textile industry is their ability to handle a wide range of materials. Whether it’s delicate fabrics or heavy-duty materials, spiral belts are designed to accommodate a variety of products without causing damage. This versatility is crucial in a fast-paced production environment where different materials may need to be transported simultaneously.
Additionally, spiral belts are known for their durability and longevity. Made from high-quality materials such as stainless steel or plastic, these belts are designed to withstand the rigors of constant use without wearing down. This means less downtime for maintenance and repairs, resulting in increased productivity and efficiency in the production process.
Another advantage of using spiral belts for conveying in the textile industry is their flexibility. These belts can be customized to fit the specific needs of a production line, whether it’s a straight conveyor or a curved system. This flexibility allows for greater efficiency in the production process, as materials can be transported seamlessly from one stage to the next without any disruptions.
Furthermore, spiral belts are designed to provide gentle handling of materials, which is crucial in the textile industry where delicate fabrics are often being transported. The smooth surface of the belt helps to prevent snagging or tearing of materials, ensuring that the final product is of the highest quality. This gentle handling also helps to reduce waste and minimize product defects, ultimately saving time and money for manufacturers.
In addition to improved product quality, using spiral belts for conveying in the textile industry can also lead to cost savings. These belts are designed to operate efficiently, requiring less energy to transport materials throughout the production line. This can result in lower operating costs for manufacturers, as well as a reduced environmental impact.
Overall, the advantages of using spiral belts for conveying in the textile industry are clear. From improved product quality to cost savings, these belts offer a range of benefits that can help manufacturers streamline their production processes and achieve greater success. By investing in high-quality spiral belts, textile manufacturers can ensure that their products meet the highest standards while also improving efficiency and reducing costs.
Enhanced Worker Safety
In the fast-paced world of the textile industry, efficiency and safety are paramount. One key component of ensuring both of these factors is the use of spiral belts for conveying materials throughout the production process. These innovative belts offer a number of advantages over traditional conveyor systems, particularly when it comes to enhancing worker safety.
One of the primary benefits of using spiral belts in the textile industry is their ability to reduce the risk of accidents and injuries. Traditional conveyor systems often have moving parts that can pose a danger to workers if they come into contact with them. In contrast, spiral belts are designed to be smooth and continuous, with no gaps or openings where fingers or clothing could become caught. This significantly reduces the risk of accidents and helps to create a safer working environment for employees.
Additionally, spiral belts are typically made from durable materials such as stainless steel or plastic, which are resistant to wear and tear. This means that they are less likely to break or malfunction, reducing the risk of unexpected downtime and the associated safety hazards that can arise when equipment fails. By using spiral belts, textile manufacturers can help to ensure that their production processes run smoothly and safely, with minimal disruptions.
Another advantage of using spiral belts for conveying in the textile industry is their flexibility and adaptability. These belts can be easily customized to fit the specific needs of a production line, whether it involves moving delicate fabrics or heavy materials. This flexibility allows textile manufacturers to optimize their processes and improve efficiency, while also reducing the risk of accidents that can occur when materials are not properly handled.
Spiral belts are also designed to be easy to clean and maintain, which can help to further enhance worker safety. In a busy textile production facility, cleanliness is essential to preventing accidents and maintaining a healthy work environment. Spiral belts can be quickly and easily cleaned, reducing the risk of contamination and ensuring that workers are not exposed to harmful substances or bacteria.

In addition to these practical benefits, using spiral belts for conveying in the textile industry can also have a positive impact on employee morale. When workers feel safe and supported in their environment, they are more likely to be productive and engaged in their work. By investing in equipment that prioritizes safety, textile manufacturers can create a positive workplace culture that benefits both employees and the bottom line.
Overall, the advantages of using spiral belts for conveying in the textile industry are clear. From enhancing worker safety to improving efficiency and productivity, these innovative belts offer a range of benefits that can help textile manufacturers stay competitive in a fast-paced industry. By prioritizing safety and investing in equipment that supports a safe working environment, textile manufacturers can create a workplace that is not only efficient and productive, but also safe and supportive for their employees.