Increased Efficiency in Material Handling
Material handling is a crucial aspect of the mining industry, as it involves the transportation of materials from one location to another within a mining site. The efficiency of material handling processes can significantly impact the overall productivity and profitability of a mining operation. One key component of material handling systems in the mining industry is the conveyor belt. Conveyor belts are used to transport bulk materials such as ore, coal, and other minerals from one point to another.
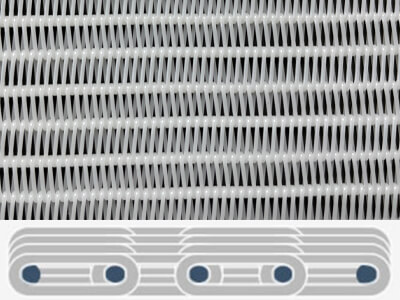
Spiral belts are a type of conveyor belt that offers several advantages over traditional flat belts in material handling applications. One of the main advantages of using spiral belts is their ability to handle materials with a high moisture content. The spiral design of these belts allows for better drainage, which is essential when transporting wet or sticky materials. This can help prevent material buildup on the belt and reduce the risk of blockages or jams in the conveyor system.
In addition to their superior drainage capabilities, spiral belts are also known for their durability and longevity. These belts are typically made from high-quality materials such as stainless steel or plastic, which are resistant to wear and tear. This means that spiral belts can withstand the harsh conditions often found in mining environments, such as extreme temperatures, abrasive materials, and heavy loads. As a result, they require less maintenance and replacement compared to traditional flat belts, leading to cost savings for mining companies in the long run.
Another advantage of using spiral belts for material handling in the mining industry is their ability to operate at steeper inclines. The spiral design of these belts provides better grip on the material being transported, allowing them to handle steeper angles without the risk of slippage. This can be particularly beneficial in mining operations where space is limited, as it allows for more efficient use of vertical space and can help optimize the layout of the conveyor system.

Furthermore, spiral belts offer greater flexibility in terms of design and customization. These belts can be tailored to meet the specific requirements of a mining operation, such as the type of material being transported, the desired speed of the conveyor system, and the layout of the mining site. This flexibility allows for greater efficiency and productivity in material handling processes, as the conveyor system can be optimized to meet the unique needs of each mining operation.
Overall, the advantages of using spiral belts for material handling in the mining industry are clear. From their superior drainage capabilities and durability to their ability to operate at steeper inclines and offer greater flexibility in design, spiral belts can help mining companies improve the efficiency and productivity of their material handling processes. By investing in high-quality spiral belts, mining companies can reduce maintenance costs, minimize downtime, and ultimately increase their profitability.
Reduced Maintenance Costs
Material handling is a crucial aspect of the mining industry, as it involves the transportation of materials from one location to another within a mining operation. One common method of material handling in the mining industry is the use of conveyor belts. Conveyor belts are essential for moving materials efficiently and safely, but not all conveyor belts are created equal. Spiral belts, in particular, offer several advantages over traditional conveyor belts when it comes to material handling in the mining industry.
One of the key advantages of using spiral belts for material handling in the mining industry is the reduced maintenance costs associated with these belts. Traditional conveyor belts often require frequent maintenance and repairs due to wear and tear from the harsh conditions of a mining operation. However, spiral belts are designed to be more durable and long-lasting, which means they require less maintenance over time.
Spiral belts are made from high-quality materials that are resistant to abrasion, corrosion, and other forms of damage commonly encountered in the mining industry. This durability allows spiral belts to withstand the rigors of heavy-duty material handling without breaking down or needing frequent repairs. As a result, mining companies that use spiral belts can save money on maintenance costs and reduce downtime associated with conveyor belt repairs.
In addition to reduced maintenance costs, spiral belts offer another advantage in terms of efficiency. The unique design of spiral belts allows for smoother and more consistent material flow compared to traditional conveyor belts. This improved material flow can help mining operations increase productivity and throughput, leading to higher overall efficiency and profitability.
Spiral belts are designed with a spiral weave pattern that provides a larger surface area for material contact, resulting in better grip and traction. This enhanced grip helps prevent material slippage and spillage, reducing the risk of costly accidents and downtime. The smooth and consistent material flow facilitated by spiral belts also helps minimize wear and tear on the belt itself, further extending its lifespan and reducing maintenance costs.
Furthermore, spiral belts are highly customizable to meet the specific needs of a mining operation. They can be tailored to accommodate different material types, sizes, and weights, as well as varying inclines and declines in the conveyor system. This flexibility allows mining companies to optimize their material handling processes and maximize efficiency.
Overall, the advantages of using spiral belts for material handling in the mining industry are clear. From reduced maintenance costs and increased efficiency to improved safety and customization options, spiral belts offer a superior solution for moving materials in a mining operation. By investing in spiral belts, mining companies can streamline their material handling processes, reduce costs, and ultimately improve their bottom line.
Enhanced Safety Measures
Material handling in the mining industry is a crucial aspect of operations, as it involves the transportation of heavy materials and equipment throughout the mining site. One of the key components of material handling systems in mining is the conveyor belt, which plays a vital role in moving materials efficiently and safely. In recent years, spiral belts have emerged as a popular choice for material handling in the mining industry due to their numerous advantages.
One of the primary advantages of using spiral belts for material handling in the mining industry is enhanced safety measures. Safety is a top priority in the mining industry, as the nature of the work involves handling heavy materials and operating machinery in challenging environments. Spiral belts are designed to improve safety by reducing the risk of accidents and injuries during material handling operations.
Spiral belts are constructed with a continuous spiral design that eliminates the need for traditional belt splices, which are common weak points in conveyor belts. This seamless design reduces the risk of belt failure and minimizes the chances of unexpected downtime due to belt damage. By eliminating splices, spiral belts provide a smoother and more reliable surface for material transport, reducing the risk of material spillage and equipment damage.
In addition to their seamless design, spiral belts are also known for their high strength and durability. These belts are made from high-quality materials that can withstand the harsh conditions of mining operations, including extreme temperatures, abrasive materials, and heavy loads. The robust construction of spiral belts ensures long-lasting performance and reduces the need for frequent maintenance and replacement, further enhancing safety measures in the mining industry.
Furthermore, spiral belts offer improved tracking and alignment capabilities, which are essential for safe and efficient material handling in mining operations. The continuous spiral design of these belts helps to maintain proper alignment and prevent belt misalignment, which can lead to equipment damage and safety hazards. By ensuring consistent tracking, spiral belts help to optimize material flow and minimize the risk of accidents and downtime.
Another advantage of using spiral belts for material handling in the mining industry is their versatility and adaptability to different applications. Spiral belts can be customized to meet specific requirements, such as varying belt widths, lengths, and configurations, making them suitable for a wide range of material handling tasks in mining operations. Whether transporting bulk materials, heavy equipment, or processed ores, spiral belts can be tailored to suit the unique needs of each application, enhancing safety and efficiency in material handling processes.
In conclusion, the use of spiral belts for material handling in the mining industry offers several advantages, particularly in terms of enhanced safety measures. The seamless design, high strength, durability, improved tracking, and versatility of spiral belts make them an ideal choice for optimizing material handling operations in mining. By investing in spiral belts, mining companies can improve safety, reduce downtime, and enhance overall efficiency in their material handling processes.
Improved Overall Productivity
Material handling is a crucial aspect of the mining industry, as it involves the transportation of materials from one location to another within a mining operation. The efficiency and effectiveness of material handling can have a significant impact on the overall productivity of a mining operation. One key component of material handling in the mining industry is the use of conveyor belts. Conveyor belts are used to transport materials such as ore, coal, and other minerals from one location to another within a mining operation. One type of conveyor belt that has been gaining popularity in the mining industry is the spiral belt.
Spiral belts are a type of conveyor belt that is designed in a spiral shape, allowing for materials to be transported in a continuous loop. This design offers several advantages over traditional conveyor belts, making them an ideal choice for material handling in the mining industry. One of the main advantages of using spiral belts for material handling in the mining industry is their ability to handle a wide range of materials. Spiral belts are designed to handle materials of varying sizes and shapes, making them versatile and adaptable to different mining operations. This versatility allows for greater flexibility in material handling, as spiral belts can easily accommodate changes in material type or size without the need for costly modifications.

In addition to their versatility, spiral belts also offer improved efficiency in material handling. The spiral design of these belts allows for a continuous flow of materials, reducing the need for frequent starts and stops in the material handling process. This continuous flow helps to minimize downtime and increase overall productivity in a mining operation. Furthermore, the spiral shape of these belts allows for materials to be transported at a consistent speed, ensuring a smooth and efficient material handling process.
Another advantage of using spiral belts for material handling in the mining industry is their durability and longevity. Spiral belts are typically made from high-quality materials that are designed to withstand the harsh conditions of a mining operation. These belts are resistant to wear and tear, corrosion, and other forms of damage, making them a reliable and long-lasting option for material handling in the mining industry. The durability of spiral belts helps to reduce maintenance costs and downtime, further improving the overall productivity of a mining operation.
Furthermore, spiral belts are easy to install and maintain, making them a cost-effective option for material handling in the mining industry. The simple design of these belts allows for quick and easy installation, reducing the need for specialized equipment or expertise. Additionally, spiral belts require minimal maintenance, as they are designed to withstand the rigors of a mining operation without the need for frequent repairs or replacements. This ease of installation and maintenance helps to reduce operating costs and increase the efficiency of material handling in a mining operation.
In conclusion, the advantages of using spiral belts for material handling in the mining industry are clear. These belts offer versatility, efficiency, durability, and cost-effectiveness, making them an ideal choice for transporting materials within a mining operation. By utilizing spiral belts for material handling, mining companies can improve overall productivity, reduce downtime, and increase efficiency in their operations. With these benefits in mind, it is no wonder that spiral belts are becoming increasingly popular in the mining industry as a preferred option for material handling.