
Advantages of Using Spiral Link Belts in Conveyor Systems
Conveyor systems are an essential component of many industries, facilitating the movement of materials and products throughout the production process. However, not all conveyor systems are created equal, and some face unique challenges that require specialized solutions. Spiral link belts have emerged as a versatile and effective option for addressing these difficult conveyor challenges.
One of the key advantages of using spiral link belts in conveyor systems is their ability to navigate tight curves and inclines. Traditional conveyor belts are limited in their flexibility and can struggle to maneuver through complex layouts. Spiral link belts, on the other hand, are designed with interlocking spiral links that allow them to bend and twist with ease. This flexibility makes them ideal for applications where space is limited or where materials need to be transported around obstacles.
In addition to their flexibility, spiral link belts are also known for their durability and longevity. Made from high-quality materials such as stainless steel or carbon steel, these belts are built to withstand the rigors of industrial environments. They are resistant to corrosion, abrasion, and high temperatures, making them suitable for a wide range of applications. This durability not only reduces maintenance costs but also ensures a reliable and efficient conveyor system.

Another advantage of spiral link belts is their ability to handle a variety of materials. Whether it’s small parts, bulk materials, or delicate products, these belts can transport a wide range of items with ease. The open design of the spiral links allows for efficient drainage and ventilation, making them suitable for applications where cleanliness and hygiene are important. Additionally, the smooth surface of the belts minimizes product damage and reduces the risk of jams or blockages.
Spiral link belts are also easy to install and maintain, further adding to their appeal. Their modular design allows for quick and simple assembly, reducing downtime and increasing productivity. In the event of a breakdown or damage, individual links can be easily replaced, minimizing repair costs and ensuring continuous operation. Regular maintenance tasks such as cleaning and lubrication are straightforward, helping to prolong the life of the belts and keep the conveyor system running smoothly.
Furthermore, spiral link belts offer improved tracking and alignment compared to traditional conveyor belts. The interlocking design of the spiral links ensures that the belt stays centered and does not veer off course. This precision tracking reduces the risk of spills, jams, and other disruptions, leading to a more efficient and reliable conveyor system. Additionally, the smooth operation of spiral link belts results in less noise and vibration, creating a safer and more comfortable working environment for employees.
In conclusion, spiral link belts are an ideal solution for difficult conveyor challenges due to their flexibility, durability, versatility, and ease of maintenance. Whether it’s navigating tight curves, handling a variety of materials, or ensuring precise tracking, these belts excel in a wide range of applications. By choosing spiral link belts for your conveyor system, you can improve efficiency, reduce downtime, and enhance overall productivity in your facility.
How Spiral Link Belts Improve Efficiency and Productivity
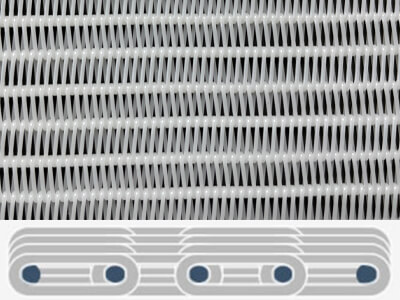
Spiral link belts are a versatile and efficient solution for a wide range of conveyor challenges in various industries. These belts are made from interlocking spiral wire loops that form a continuous mesh, providing a smooth and durable surface for conveying products. Spiral link belts offer several advantages over traditional conveyor belts, including improved efficiency, increased productivity, and reduced maintenance costs.
One of the key benefits of spiral link belts is their ability to handle difficult conveyor challenges with ease. These belts are designed to withstand high temperatures, heavy loads, and harsh operating conditions, making them ideal for use in demanding industrial environments. Whether you need to transport hot, heavy, or abrasive materials, spiral link belts can provide a reliable and efficient solution.

In addition to their durability, spiral link belts are also highly customizable, allowing for easy integration into existing conveyor systems. These belts can be tailored to fit specific conveyor configurations, ensuring a seamless transition from one section of the production line to the next. This flexibility makes spiral link belts an ideal choice for companies looking to optimize their conveyor systems and improve overall efficiency.
Furthermore, spiral link belts are designed to minimize downtime and reduce maintenance costs. The interlocking spiral wire loops are self-supporting, eliminating the need for additional support structures and reducing the risk of belt misalignment or breakage. This design also allows for easy cleaning and maintenance, ensuring that the conveyor system remains in optimal working condition at all times.
Another advantage of spiral link belts is their ability to improve product handling and transfer efficiency. The smooth surface of these belts reduces friction and wear on products, resulting in less damage and waste during transportation. Additionally, the open mesh design of spiral link belts allows for better airflow and drainage, making them ideal for applications where moisture or debris may be present.
Overall, spiral link belts offer a cost-effective and reliable solution for a wide range of conveyor challenges. Their durability, customization options, and efficiency improvements make them an ideal choice for companies looking to optimize their production processes and increase productivity. By investing in spiral link belts, businesses can ensure smooth and efficient material handling, leading to improved overall performance and profitability.
In conclusion, spiral link belts are a versatile and efficient solution for difficult conveyor challenges in various industries. Their durability, customization options, and efficiency improvements make them an ideal choice for companies looking to optimize their production processes and increase productivity. By investing in spiral link belts, businesses can ensure smooth and efficient material handling, leading to improved overall performance and profitability.
Case Studies Highlighting Successful Implementation of Spiral Link Belts in Conveyor Applications
Spiral link belts have become increasingly popular in conveyor applications due to their unique design and ability to handle difficult challenges that traditional conveyor belts may struggle with. In this article, we will explore several case studies that highlight the successful implementation of spiral link belts in various industries.
One of the key advantages of spiral link belts is their ability to navigate tight curves and inclines, making them ideal for applications where space is limited. In a recent case study, a food processing plant was facing challenges with their existing conveyor system, which struggled to transport products around sharp corners efficiently. By switching to spiral link belts, the plant was able to increase throughput and reduce product damage, ultimately improving overall efficiency.
Another common issue that spiral link belts can help address is the need for high-temperature resistance. In a manufacturing facility that produces automotive parts, traditional conveyor belts were failing due to the extreme heat generated during the production process. By switching to spiral link belts made from heat-resistant materials, the facility was able to maintain a consistent flow of materials without worrying about belt degradation or failure.
In the pharmaceutical industry, cleanliness and sanitation are of utmost importance. Traditional conveyor belts can be difficult to clean and maintain, leading to potential contamination risks. In a case study involving a pharmaceutical packaging facility, the implementation of spiral link belts with open mesh design allowed for easy cleaning and sanitization, reducing the risk of product contamination and ensuring compliance with strict industry regulations.
Spiral link belts are also known for their durability and longevity, making them a cost-effective solution for industries with high wear and tear on conveyor systems. In a case study involving a recycling facility, the existing conveyor belts were constantly breaking down due to the abrasive nature of the materials being transported. By switching to spiral link belts made from high-strength materials, the facility was able to significantly reduce maintenance costs and downtime, ultimately improving overall productivity.
In conclusion, spiral link belts offer a versatile and reliable solution for a wide range of conveyor challenges. From navigating tight curves to withstanding high temperatures and maintaining cleanliness, these belts have proven to be a valuable asset in various industries. The case studies highlighted in this article demonstrate the successful implementation of spiral link belts in real-world applications, showcasing the benefits of this innovative conveyor technology. Whether you are facing issues with space constraints, temperature resistance, cleanliness, or durability, spiral link belts may be the ideal solution for your conveyor needs.