
# Reliable Mesh Conveyor Systems Built for Long-Term Industrial Use
The Importance of Reliable Mesh Conveyor Systems
Reliable mesh conveyor systems play a crucial role in the efficiency and productivity of industrial operations. These systems are designed to handle a variety of materials, making them ideal for diverse applications ranging from manufacturing to packaging. When investing in a conveyor system, it is essential to consider its reliability, as downtime can lead to significant losses in both time and revenue.
The durability of mesh conveyor systems ensures they can withstand the rigors of industrial environments. Crafted from high-quality materials, these systems provide long-term performance, reducing the need for frequent replacements or repairs. This reliability allows businesses to maintain smooth operations without disruptions, ultimately enhancing overall productivity.
Furthermore, the versatility of reliable mesh conveyor systems makes them suitable for various industries, including food processing, pharmaceuticals, and automotive. Their design allows for efficient transport of items, ensuring that products move seamlessly through different stages of production.
Features of Reliable Mesh Conveyor Systems
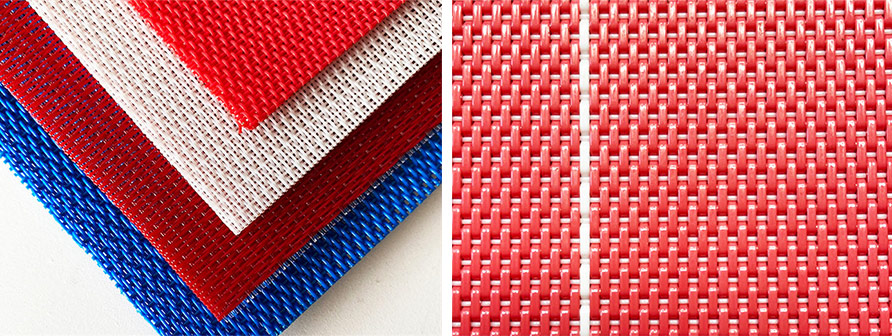
When looking for the best reliable mesh conveyor systems, it is essential to consider their key features. One notable characteristic is their open mesh design, which facilitates excellent airflow and drainage. This feature is particularly beneficial in industries where hygiene and cleanliness are paramount, such as food processing.
Another important aspect of these conveyor systems is their customizable configurations. Businesses can tailor the design and layout of the systems to meet their specific operational needs. Whether you require inclined, horizontal, or modular setups, reliable mesh conveyor systems can be engineered to fit your requirements perfectly.
Moreover, these systems are equipped with advanced technology for optimal performance. Features like variable speed controls and automated monitoring systems enhance their functionality, allowing for precise handling of materials. This integration of technology further solidifies the reputation of reliable mesh conveyor systems as an essential asset in any industrial setting.
Benefits of Investing in Long-Term Solutions
Investing in reliable mesh conveyor systems built for long-term industrial use offers numerous advantages. First and foremost, these systems are designed to reduce maintenance costs. Their robust construction minimizes wear and tear, leading to fewer breakdowns and lower repair expenses over time.
Additionally, reliable mesh conveyor systems contribute to increased safety in the workplace. With a well-designed conveyor system, the risk of accidents associated with manual material handling is significantly reduced. This not only protects employees but also enhances compliance with safety regulations.
Lastly, implementing long-term solutions like reliable mesh conveyor systems can improve overall operational efficiency. By automating the transport of materials, businesses can streamline processes, reduce labor costs, and increase throughput. This strategic investment ultimately results in higher profitability and growth potential.
Conclusion: Choose Dependability for Your Operations
In summary, when selecting equipment for your industrial operations, prioritizing reliable mesh conveyor systems built for long-term use is vital. Their durability, customizable features, and contribution to workplace safety make them an invaluable addition to any facility. By choosing these systems, you invest in a solution that supports ongoing efficiency and productivity while minimizing costs associated with maintenance and downtime.