PTFE Mesh conveyor belt Introduction
A PTFE Mesh conveyor belt is a highly versatile and durable component used across various industries, known for its heat resistance, non-stick surface, and chemical resistance. These belts are manufactured using PTFE (Polytetrafluoroethylene), a synthetic fluoropolymer with remarkable properties, making it suitable for applications that require high-temperature tolerance and non-stick functionality. This article delves into the key features, benefits, and applications of PTFE mesh conveyor belts, explaining why they are the go-to choice for industries such as food processing, textiles, and pharmaceuticals.
What is a PTFE Mesh conveyor belt?
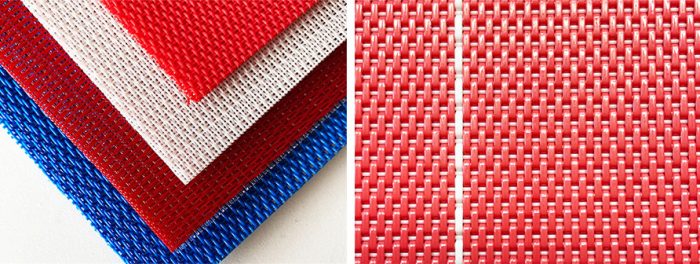
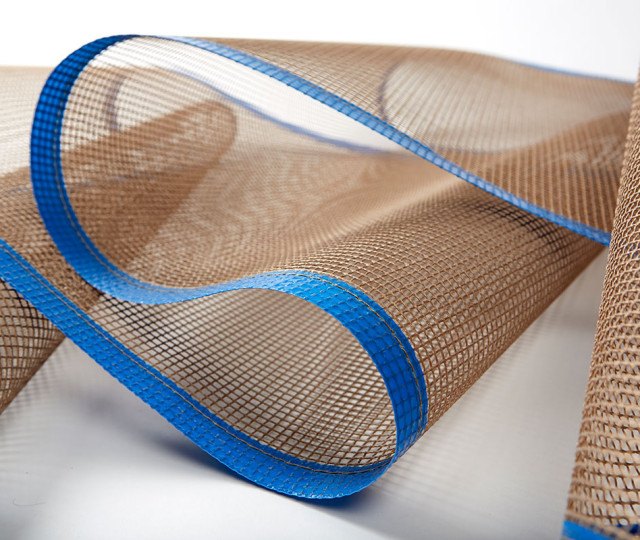
A PTFE Mesh conveyor belt is a conveyor belt made from woven fiberglass coated with PTFE, commonly known by its brand name, Teflon. The result is a durable, heat-resistant, and non-stick belt with a mesh structure that allows air and liquids to pass through. This belt type is highly effective in applications that involve high temperatures, moisture, or chemical exposure, where traditional conveyor belts would fail.
- Temperature Resistance: Withstanding temperatures from -70°C to 260°C, these belts are perfect for high-temperature applications like drying or curing.
- Non-Stick Surface: PTFE’s non-stick property ensures smooth transport of materials without adhesion, making it ideal for food handling or processes that involve adhesives.
- Chemical Resistance: PTFE is highly resistant to chemicals, including acids, alkalis, and solvents, making it suitable for environments where exposure to harsh substances is common.
- Flexibility and Strength: Despite its heat resistance, PTFE mesh belts maintain flexibility, which is essential for conveyor systems that require bending or curving.
- Low Friction: The low coefficient of friction helps reduce wear and tear on both the belt and the products being conveyed.
Key Benefits of PTFE Mesh Conveyor Belts
- High Temperature Resistance One of the most significant advantages of PTFE mesh conveyor belts is their ability to perform at extreme temperatures. They can withstand high heat up to 260°C (500°F) without losing their structural integrity. This makes them perfect for applications like drying, baking, curing, and heat sealing, where conventional belts would degrade quickly.
- Non-Stick Surface PTFE, widely known for its non-stick properties, ensures that materials do not stick to the conveyor belt, regardless of the temperature or the nature of the materials being processed. This property is invaluable in industries like food processing, where sticky products like dough, pastries, or confectionery are handled. The non-stick surface ensures efficient material handling and easy cleaning, improving operational efficiency.
- Excellent Chemical Resistance PTFE mesh conveyor belts are resistant to a wide range of chemicals, including corrosive acids, bases, and organic solvents. This makes them ideal for chemical processing industries, where exposure to hazardous substances is common. PTFE belts do not degrade or corrode when exposed to such chemicals, ensuring long-term reliability and safety in these environments.
- Moisture and UV Resistance PTFE belts do not absorb moisture and are highly resistant to UV radiation. This makes them perfect for outdoor or moisture-intensive applications like washing or drying in industrial processes. Their ability to resist UV rays also ensures they retain their durability and performance, even when exposed to sunlight over long periods.
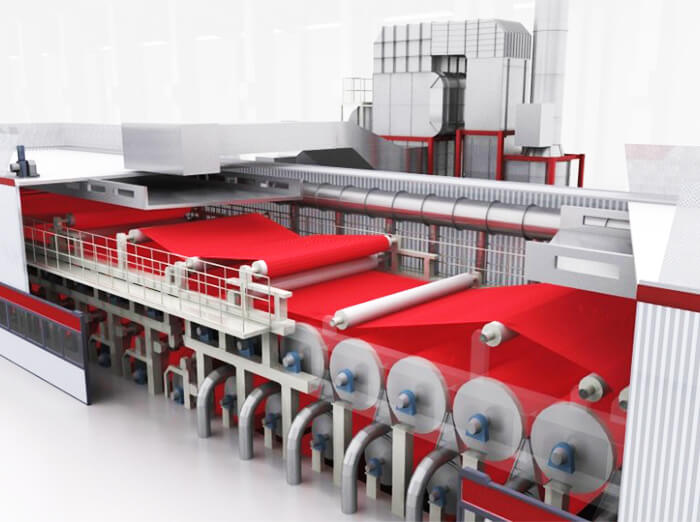
- Energy Efficiency The open mesh structure of PTFE mesh conveyor belts allows for efficient airflow during heating or cooling processes. This airflow helps reduce energy consumption in industrial ovens or drying systems, as it speeds up the heating or cooling of materials being processed. This energy-saving aspect contributes to lower operational costs and improved production efficiency.
- Easy Maintenance and Cleaning The non-stick surface of PTFE conveyor belts makes them easy to clean, reducing downtime associated with cleaning and maintenance. In food processing industries, where hygiene is critical, PTFE belts help maintain cleanliness without requiring frequent or labor-intensive cleaning processes. Moreover, the chemical resistance of PTFE means that aggressive cleaning agents can be used without damaging the belt.

Common Applications of PTFE Mesh Conveyor Belts
- Food Processing Industry
- Baking and Cooking: PTFE mesh belts are widely used in commercial baking ovens and grills, where the high-temperature tolerance and non-stick properties ensure that food products are cooked evenly without sticking to the belt.
- Freezing and Cooling: In cooling and freezing applications, the open mesh design allows for rapid cooling by facilitating airflow. PTFE belts are also used in freezing tunnels and cold storage conveyor systems for transporting food products.
- Drying and Dehydration: In dehydration processes for fruits, vegetables, and meat products, the mesh structure allows for moisture to escape, ensuring quick and efficient drying without product adhesion.
- Textile Industry
- Heat Setting: PTFE mesh conveyor belts are commonly used in heat-setting machines for textiles, where high temperatures are required to stabilize the fabric structure. The non-stick property ensures that the fabric does not adhere to the belt during processing.
- Drying of Printed Fabrics: The open mesh structure allows for proper airflow and heat distribution in textile printing and drying processes, ensuring that printed fabrics dry quickly and evenly.
- Packaging Industry
- Heat Sealing and Shrink Wrapping: PTFE mesh belts are used in heat-sealing and shrink-wrapping machines. The high-temperature resistance and non-stick surface prevent adhesives and plastics from sticking to the belt, ensuring smooth packaging processes.
- Sterilization: In the pharmaceutical packaging industry, PTFE mesh belts are used in sterilization chambers