
Durability and Longevity
Polyester mesh conveyor belts are widely used in various industries due to their exceptional durability and longevity. These belts are made from high-quality polyester material, which provides them with excellent strength and resistance to wear and tear. In this section, we will explore the top features and benefits of polyester mesh conveyor belts in terms of durability and longevity.
One of the key features of polyester mesh conveyor belts is their ability to withstand heavy loads. These belts are designed to handle the transportation of heavy materials, such as coal, gravel, and ores. The polyester material used in these belts is known for its high tensile strength, which allows it to bear the weight of these materials without stretching or breaking. This makes polyester mesh conveyor belts ideal for industries that require continuous and reliable transportation of heavy goods.
In addition to their strength, polyester mesh conveyor belts are also highly resistant to abrasion. The polyester material used in these belts is specifically engineered to withstand the constant rubbing and friction that occurs during the conveying process. This resistance to abrasion ensures that the belts maintain their integrity and functionality over an extended period of time, even when subjected to harsh operating conditions. As a result, businesses can rely on polyester mesh conveyor belts to deliver consistent performance and minimize downtime due to belt failure or damage.
Another notable feature of polyester mesh conveyor belts is their resistance to chemicals and moisture. These belts are often exposed to various chemicals and liquids during the conveying process, such as oils, acids, and cleaning agents. The polyester material used in these belts is chemically inert, meaning it does not react with these substances. This chemical resistance prevents the belts from deteriorating or corroding, ensuring their longevity and reliability in demanding industrial environments.
Furthermore, polyester mesh conveyor belts are designed to be low-maintenance. The smooth surface of these belts prevents the accumulation of dirt, dust, and other particles, reducing the need for frequent cleaning. Additionally, the polyester material is easy to clean and does not require specialized cleaning agents or techniques. This ease of maintenance saves businesses time and money, as they can focus on their core operations instead of spending resources on belt maintenance.
Lastly, polyester mesh conveyor belts offer excellent heat resistance. These belts can withstand high temperatures without losing their strength or shape. This makes them suitable for industries that operate in extreme heat conditions, such as foundries and glass manufacturing plants. The heat resistance of polyester mesh conveyor belts ensures their longevity and prevents them from becoming brittle or deforming under high-temperature environments.
In conclusion, polyester mesh conveyor belts are highly durable and long-lasting, making them an ideal choice for industries that require reliable and efficient material transportation. The strength, abrasion resistance, chemical resistance, low-maintenance, and heat resistance of these belts contribute to their exceptional durability and longevity. By investing in polyester mesh conveyor belts, businesses can ensure smooth and uninterrupted operations, reduce downtime, and ultimately improve their productivity and profitability.
High Strength and Load Capacity
Polyester mesh conveyor belts are a popular choice in various industries due to their high strength and load capacity. These belts are made from polyester material, which is known for its durability and resistance to wear and tear. In this article, we will explore the top features and benefits of polyester mesh conveyor belts in terms of their strength and load capacity.
One of the key features of polyester mesh conveyor belts is their high tensile strength. This means that these belts can withstand heavy loads and high tension without breaking or stretching. This makes them ideal for applications where heavy materials need to be transported over long distances. The high tensile strength of polyester mesh conveyor belts also ensures that they can maintain their shape and structure even under extreme conditions.
In addition to their high tensile strength, polyester mesh conveyor belts also have a high load capacity. This means that they can carry heavy loads without sagging or becoming misshapen. This makes them suitable for applications where large volumes of materials need to be transported quickly and efficiently. The high load capacity of polyester mesh conveyor belts also allows for increased productivity and reduced downtime, as they can handle more materials in a shorter amount of time.
Another important feature of polyester mesh conveyor belts is their flexibility. These belts can be easily customized to fit specific applications and requirements. They can be made in various widths, lengths, and thicknesses to accommodate different types of materials and conveyor systems. This flexibility makes polyester mesh conveyor belts a versatile option for a wide range of industries, including food processing, packaging, and manufacturing.
Polyester mesh conveyor belts are also resistant to chemicals, oils, and abrasion. This makes them suitable for applications where materials may come into contact with harsh substances or environments. The chemical resistance of polyester mesh conveyor belts ensures that they can maintain their integrity and performance over time, even when exposed to corrosive substances. Their resistance to oils and abrasion also helps to prolong the lifespan of the belts, reducing the need for frequent replacements and maintenance.
In conclusion, polyester mesh conveyor belts offer a range of features and benefits in terms of their strength and load capacity. Their high tensile strength, load capacity, flexibility, and resistance to chemicals, oils, and abrasion make them a reliable and efficient choice for various industries. Whether you need to transport heavy materials over long distances or handle large volumes of materials quickly and efficiently, polyester mesh conveyor belts are a durable and cost-effective solution. Consider investing in polyester mesh conveyor belts for your next conveyor system to experience the many advantages they have to offer.
Chemical and Corrosion Resistance
Polyester mesh conveyor belts are a popular choice in various industries due to their numerous features and benefits. One of the key advantages of these belts is their exceptional chemical and corrosion resistance. This makes them ideal for applications where exposure to harsh chemicals or corrosive substances is a concern.
Polyester mesh conveyor belts are typically made from high-quality polyester materials that are specifically designed to withstand the effects of chemicals and corrosion. This means that these belts can be used in environments where other types of belts may deteriorate or fail over time. The chemical and corrosion resistance of polyester mesh conveyor belts make them a reliable and durable option for industries such as food processing, pharmaceuticals, and chemical manufacturing.
In addition to their resistance to chemicals and corrosion, polyester mesh conveyor belts are also known for their high tensile strength. This means that they can withstand heavy loads and high temperatures without stretching or breaking. This makes them a versatile option for a wide range of applications, from conveying heavy materials to transporting hot products.
Another key feature of polyester mesh conveyor belts is their flexibility. These belts can be easily customized to fit specific conveyor systems and applications, making them a versatile choice for a variety of industries. Whether you need a straight belt, a curved belt, or a belt with specialized features, polyester mesh conveyor belts can be tailored to meet your exact requirements.
Polyester mesh conveyor belts are also easy to clean and maintain, which is essential for industries where hygiene and sanitation are top priorities. These belts can be easily washed down with water or cleaning solutions, making them a hygienic option for food processing and pharmaceutical applications. Their smooth surface also prevents the buildup of debris and contaminants, further enhancing their cleanliness and efficiency.
In conclusion, polyester mesh conveyor belts offer a range of features and benefits that make them a top choice for industries that require chemical and corrosion resistance. Their durability, strength, flexibility, and ease of maintenance make them a reliable and cost-effective option for a wide range of applications. Whether you need a conveyor belt for food processing, pharmaceuticals, or chemical manufacturing, polyester mesh conveyor belts are a versatile and dependable choice that can meet your specific needs.
Easy Maintenance and Cleaning
Polyester mesh conveyor belts are a popular choice in various industries due to their durability, flexibility, and ease of maintenance. One of the key features that make polyester mesh conveyor belts stand out is their ability to be easily cleaned and maintained, which is essential for ensuring optimal performance and longevity.

One of the top benefits of polyester mesh conveyor belts is their resistance to moisture and chemicals. This makes them ideal for use in industries where the conveyor belts are exposed to liquids or chemicals on a regular basis. The polyester material used in these belts is inherently resistant to moisture, which helps prevent the growth of mold and bacteria. Additionally, the chemical-resistant properties of polyester mesh conveyor belts make them suitable for use in industries where harsh chemicals are used in the production process.
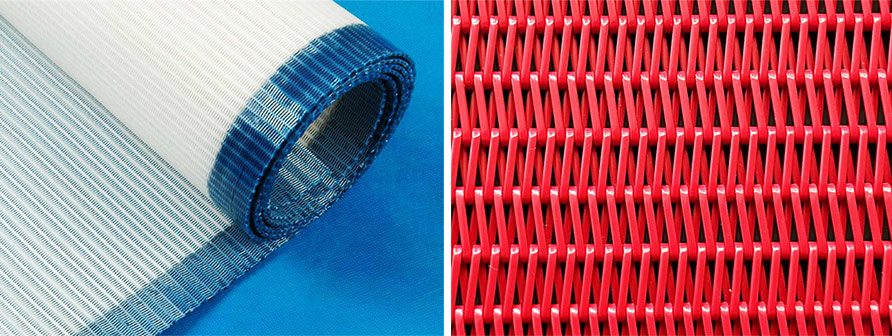
Another key feature of polyester mesh conveyor belts is their open mesh design, which allows for easy cleaning. The open mesh design of these belts allows for liquids, crumbs, and other debris to easily pass through, preventing buildup and reducing the risk of contamination. This makes polyester mesh conveyor belts a hygienic choice for industries where cleanliness is a top priority, such as food processing and pharmaceuticals.
In addition to their easy cleaning capabilities, polyester mesh conveyor belts are also easy to maintain. The durable polyester material used in these belts is resistant to wear and tear, making them a long-lasting and cost-effective option for conveyor systems. With proper maintenance, polyester mesh conveyor belts can last for years without needing to be replaced, saving businesses time and money in the long run.
One of the key advantages of polyester mesh conveyor belts is their versatility. These belts can be customized to meet the specific needs of different industries, with options for different mesh sizes, belt widths, and coatings. This flexibility allows businesses to choose a conveyor belt that is tailored to their unique requirements, ensuring optimal performance and efficiency.
Polyester mesh conveyor belts are also easy to install and replace, thanks to their lightweight and flexible design. This makes them a convenient option for businesses looking to upgrade their conveyor systems or make repairs quickly and efficiently. The ease of installation and replacement of polyester mesh conveyor belts helps minimize downtime and keep production running smoothly.
In conclusion, polyester mesh conveyor belts offer a range of top features and benefits that make them a popular choice in various industries. From their resistance to moisture and chemicals to their easy cleaning and maintenance, polyester mesh conveyor belts are a reliable and cost-effective option for businesses looking to improve their conveyor systems. With their durability, flexibility, and versatility, polyester mesh conveyor belts are a smart investment for businesses looking to streamline their operations and ensure optimal performance.