
Benefits of Using Spiral Wire Mesh Polyester Belts for Conveyor Systems
Conveyor systems are essential in various industries for transporting materials efficiently and effectively. One crucial component of conveyor systems is the belt, which plays a significant role in the overall performance and durability of the system. When it comes to choosing the right belt for your conveyor system, spiral wire mesh polyester belts are an excellent option that offers numerous benefits.

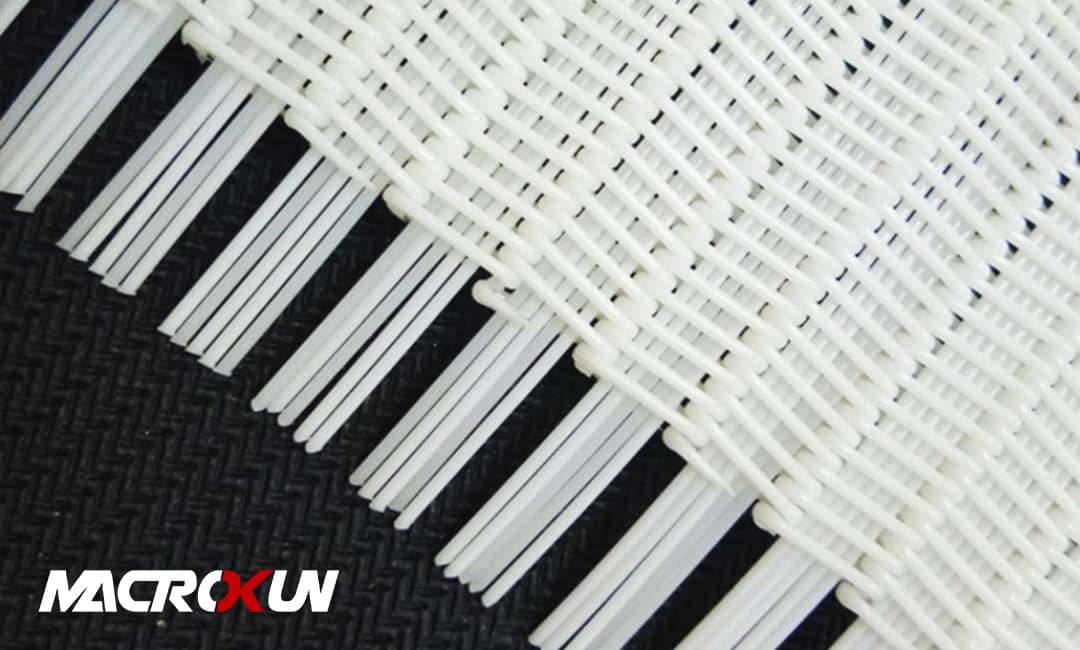
Spiral wire mesh polyester belts are made from high-quality polyester material, which provides exceptional strength and durability. The spiral wire mesh design of these belts allows for excellent airflow and drainage, making them ideal for applications where moisture or debris may be present. This design also helps prevent material buildup on the belt, reducing the risk of jams and downtime.
One of the key benefits of using spiral wire mesh polyester belts is their longevity. These belts are designed to withstand heavy loads and high speeds, making them ideal for demanding applications. The polyester material used in these belts is resistant to wear and tear, ensuring that they can withstand the rigors of daily use without deteriorating quickly. This longevity translates to cost savings for businesses, as they can rely on these belts to perform consistently over an extended period.

In addition to their durability, spiral wire mesh polyester belts are also easy to maintain. The open mesh design of these belts allows for easy cleaning and maintenance, reducing downtime and ensuring that the conveyor system operates smoothly. Regular cleaning of the belts can help prevent material buildup and extend their lifespan, further maximizing their durability.
Another benefit of using spiral wire mesh polyester belts is their versatility. These belts are suitable for a wide range of applications, including food processing, packaging, and industrial manufacturing. The open mesh design of these belts allows for efficient cooling and drying, making them ideal for applications where temperature control is essential. Additionally, the polyester material used in these belts is FDA-approved for use in food processing, ensuring compliance with industry regulations.
Spiral wire mesh polyester belts are also customizable to meet specific requirements. Businesses can choose from a variety of belt widths, lengths, and configurations to suit their unique needs. Whether you need a belt for a small-scale operation or a large industrial facility, spiral wire mesh polyester belts can be tailored to fit your requirements.
In conclusion, spiral wire mesh polyester belts offer numerous benefits for conveyor systems, including durability, longevity, ease of maintenance, versatility, and customization. By choosing these belts for your conveyor system, you can maximize its performance and efficiency while reducing maintenance costs and downtime. With their high-quality construction and reliable performance, spiral wire mesh polyester belts are an excellent choice for businesses looking to optimize their conveyor systems.
Maintenance Tips to Extend the Lifespan of Spiral Wire Mesh Polyester Belts
Conveyor systems are essential components in various industries, facilitating the movement of materials and products efficiently. One crucial element of conveyor systems is the belt, which plays a significant role in ensuring smooth and continuous operation. Spiral wire mesh polyester belts are a popular choice for conveyor systems due to their durability and versatility. However, like any other component, these belts require proper maintenance to maximize their lifespan and performance.
Regular cleaning is essential to prevent the buildup of debris and contaminants on the belt surface. Over time, dirt, dust, and other particles can accumulate on the belt, leading to increased friction and wear. This can result in premature belt failure and costly downtime. To prevent this, it is important to regularly clean the belt using a mild detergent and water. Avoid using harsh chemicals or abrasive cleaners, as these can damage the belt material.
In addition to cleaning, proper tensioning of the belt is crucial for optimal performance. A loose belt can lead to slippage and misalignment, causing unnecessary wear and tear. On the other hand, an overly tight belt can put excessive strain on the conveyor system and lead to premature failure. It is important to follow the manufacturer’s guidelines for belt tensioning to ensure smooth operation and maximum lifespan.
Regular inspection of the belt is also necessary to identify any signs of wear or damage. Look for frayed edges, broken wires, or any other visible defects that may indicate the need for replacement. It is recommended to inspect the belt at least once a month or more frequently in high-wear areas. Addressing any issues promptly can help prevent further damage and extend the lifespan of the belt.
Another important maintenance tip is to avoid overloading the conveyor system. Excessive weight or pressure on the belt can cause it to stretch or break prematurely. Make sure to adhere to the weight capacity guidelines provided by the manufacturer and avoid overloading the system. Distribute the load evenly across the belt to prevent uneven wear and stress on the material.
Proper storage of spare belts is also essential to maintain their integrity and performance. Store belts in a clean, dry environment away from direct sunlight and extreme temperatures. Avoid bending or folding the belts, as this can cause permanent damage to the material. It is recommended to keep spare belts on hand to minimize downtime in case of unexpected failures.
In conclusion, maximizing the durability of spiral wire mesh polyester belts requires regular maintenance and proper care. By following these maintenance tips, you can extend the lifespan of your conveyor system and ensure smooth operation. Remember to clean the belt regularly, maintain proper tension, inspect for wear and damage, avoid overloading, and store spare belts properly. With proper maintenance, spiral wire mesh polyester belts can provide reliable performance and longevity for your conveyor system.
Case Studies Demonstrating the Effectiveness of Spiral Wire Mesh Polyester Belts in Maximizing Conveyor Durability
Conveyor systems are essential in various industries for transporting materials efficiently and effectively. However, the durability of conveyor belts is crucial to ensure smooth operations and minimize downtime. One solution that has proven to be highly effective in maximizing conveyor durability is the use of spiral wire mesh polyester belts.
Spiral wire mesh polyester belts are constructed using a combination of polyester and stainless steel wires, woven together in a spiral pattern. This unique design provides several key benefits that contribute to the longevity and durability of conveyor systems.
One of the primary advantages of spiral wire mesh polyester belts is their exceptional strength and durability. The combination of polyester and stainless steel wires creates a robust and resilient belt that can withstand heavy loads and high temperatures. This strength is essential for handling demanding applications in industries such as food processing, automotive manufacturing, and packaging.
In addition to their strength, spiral wire mesh polyester belts offer excellent resistance to abrasion and wear. The smooth surface of the belt reduces friction and wear on the conveyor system, extending the lifespan of both the belt and the conveyor components. This resistance to wear is particularly important in industries where abrasive materials are being transported, as it helps to prevent premature belt failure and costly downtime.
Furthermore, spiral wire mesh polyester belts are highly flexible and can easily conform to the shape of the conveyor system. This flexibility allows for smooth and efficient operation, reducing the risk of jams and blockages that can cause damage to the belt and disrupt production. The ability of these belts to adapt to the contours of the conveyor system also helps to minimize stress on the belt and extend its lifespan.
To demonstrate the effectiveness of spiral wire mesh polyester belts in maximizing conveyor durability, let us consider a case study from a food processing plant. The plant was experiencing frequent belt failures due to the abrasive nature of the materials being transported. After switching to spiral wire mesh polyester belts, the plant saw a significant reduction in downtime and maintenance costs. The belts’ resistance to wear and abrasion allowed them to withstand the harsh conditions of the processing plant, resulting in improved reliability and efficiency.
Another case study comes from an automotive manufacturing facility that was struggling with conveyor jams and blockages. By replacing their traditional belts with spiral wire mesh polyester belts, the facility was able to eliminate these issues and improve the overall performance of their conveyor system. The flexibility of the belts allowed for smoother operation and reduced stress on the system, leading to increased productivity and reduced maintenance costs.
In conclusion, spiral wire mesh polyester belts are a highly effective solution for maximizing conveyor durability in a wide range of industries. Their strength, resistance to wear, and flexibility make them ideal for demanding applications where reliability and efficiency are paramount. By investing in high-quality spiral wire mesh polyester belts, companies can ensure smooth operations, minimize downtime, and extend the lifespan of their conveyor systems.