
# Explore Various Mesh Type Conveyor Belts for Tailored Industrial Solutions

Understanding the Importance of Mesh Type Conveyor Belts
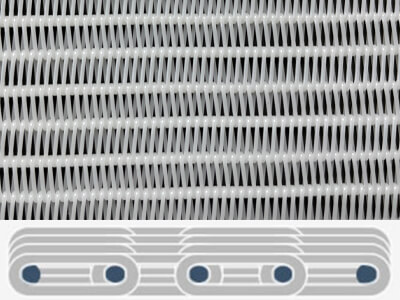
Mesh type conveyor belts are a pivotal component in numerous industrial applications, providing efficient and reliable transport solutions. These belts are designed with a unique mesh structure that allows for excellent airflow and drainage, making them ideal for industries such as food processing, pharmaceuticals, and manufacturing. By exploring various mesh types, businesses can tailor their conveyor systems to meet specific operational demands.
In addition to their functional benefits, mesh type conveyor belts also enhance workplace safety. Their design minimizes the risk of product contamination, which is critical in sectors where hygiene is paramount. Investing in high-quality mesh type conveyor belts not only improves efficiency but also contributes to overall operational excellence.
Customization Options for Enhanced Performance
When it comes to selecting the right mesh type conveyor belt, customization is key. Various materials, mesh sizes, and configurations are available to suit specific needs. For instance, some belts are made from stainless steel for durability and corrosion resistance, while others utilize synthetic materials for lightweight applications. This versatility ensures that each solution is tailored to the unique requirements of an industry.
Moreover, different mesh patterns can influence the belt’s load capacity and flexibility. By working with manufacturers who understand the intricacies of mesh types, businesses can achieve optimal performance and longevity from their conveyor systems. Tailored solutions not only streamline operations but also reduce maintenance costs over time.
Applications of Mesh Type Conveyor Belts in Different Industries
Mesh type conveyor belts are used across a wide range of industries, showcasing their adaptability and efficiency. In the food processing industry, these belts facilitate the safe transportation of products while allowing for easy cleaning and sanitation. Their mesh design prevents moisture buildup, ensuring food safety and compliance with regulations.
In the manufacturing sector, mesh type conveyor belts support heavy loads and enable the movement of components through various stages of production. The ability to customize these belts for specific applications enhances operational efficiency, ultimately leading to increased productivity and reduced downtime.
Advantages of Using Mesh Type Conveyor Belts
Choosing mesh type conveyor belts offers several advantages that can significantly impact industrial operations. First and foremost, these belts are designed for high durability, providing long-lasting service even in challenging environments. This reliability translates into decreased replacement costs and improved return on investment.
Additionally, the open structure of mesh type conveyor belts allows for better ventilation, which is essential in processes requiring temperature control or drying. This feature not only enhances the performance of the conveyor system but also contributes to energy efficiency, promoting more sustainable industrial practices.
Purchasing the Right Mesh Type Conveyor Belt
When considering the purchase of mesh type conveyor belts, it is essential to partner with reputable manufacturers who prioritize quality and customer service. A knowledgeable supplier can guide you through the selection process, offering insights into the best options for your specific application.
Investing in the right mesh type conveyor belt is crucial for optimizing your industrial processes. By exploring various types and understanding their benefits, you can make informed decisions that will lead to improved efficiency, safety, and productivity within your operations. Don’t hesitate to reach out to industry experts today to find the perfect mesh type conveyor belt tailored to your business needs.