
Benefits of Using Spiral Mesh Stainless Steel Belts in Conveyor Systems
Conveyor systems are an essential component of many industries, facilitating the movement of materials and products throughout the production process. One key factor in the efficiency and effectiveness of conveyor systems is the type of belt used. Spiral mesh stainless steel belts have become increasingly popular in recent years due to their numerous benefits in enhancing conveyor efficiency.
One of the primary advantages of using spiral mesh stainless steel belts is their durability. Stainless steel is known for its strength and resistance to corrosion, making it ideal for heavy-duty applications. This durability ensures that the belt can withstand the rigors of continuous operation without succumbing to wear and tear. As a result, conveyor systems equipped with spiral mesh stainless steel belts require less maintenance and have a longer lifespan, ultimately reducing downtime and increasing productivity.
In addition to their durability, spiral mesh stainless steel belts offer excellent heat resistance. This is particularly important in industries where high temperatures are present, such as in food processing or automotive manufacturing. The heat resistance of stainless steel belts allows them to maintain their structural integrity even in extreme conditions, ensuring smooth and reliable operation of the conveyor system. This not only improves efficiency but also enhances worker safety by reducing the risk of belt failure due to heat exposure.
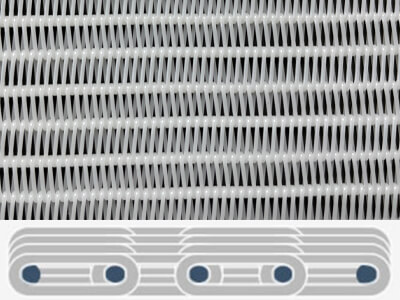
Another benefit of using spiral mesh stainless steel belts in conveyor systems is their flexibility. The unique design of these belts, with interlocking spirals forming a mesh pattern, allows for greater flexibility compared to traditional conveyor belts. This flexibility enables the belt to navigate curves and inclines more easily, making it suitable for a wider range of applications. Whether transporting small parts or large products, spiral mesh stainless steel belts can adapt to the specific needs of the conveyor system, improving overall efficiency and throughput.
Furthermore, spiral mesh stainless steel belts offer excellent airflow and drainage properties. The open mesh design of these belts allows for air circulation, which is particularly beneficial in applications where cooling or drying of products is required. Additionally, the drainage capabilities of stainless steel belts make them ideal for industries where liquids or moisture are present, such as in food processing or wastewater treatment. By facilitating airflow and drainage, spiral mesh stainless steel belts help to maintain product quality and cleanliness, ultimately enhancing the efficiency of the conveyor system.

In conclusion, the benefits of using spiral mesh stainless steel belts in conveyor systems are clear. From their durability and heat resistance to their flexibility and airflow properties, these belts offer numerous advantages that can significantly enhance conveyor efficiency. By investing in high-quality spiral mesh stainless steel belts, industries can improve productivity, reduce maintenance costs, and ensure the smooth operation of their conveyor systems. With their proven performance and reliability, spiral mesh stainless steel belts are a valuable asset for any business looking to optimize their material handling processes.