Conveyor Wire Mesh Belt Introduction
A conveyor wire mesh belt is an essential component in many industrial applications, providing an efficient and reliable solution for material handling. Designed for durability and functionality, wire mesh belts are used in a variety of industries, including food processing, manufacturing, and packaging. In this article, we will explore the key features, benefits, and applications of conveyor wire mesh belts, highlighting why they are a preferred choice for many high-performance conveyor systems.

What is a Conveyor Wire Mesh Belt?
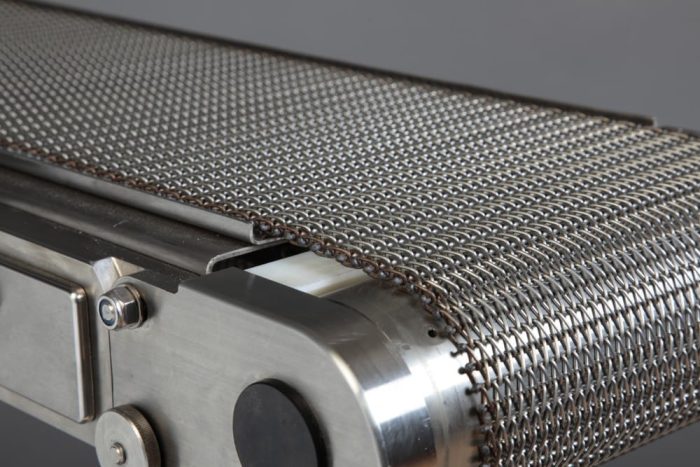
A conveyor wire mesh belt is a type of conveyor belt constructed from interwoven metal wires. These belts are known for their strength, durability, and versatility. The wire mesh structure allows for optimal airflow, drainage, and heat dissipation, making them suitable for a wide range of applications. Conveyor wire mesh belts are typically made from stainless steel, carbon steel, or other alloys, depending on the specific requirements of the application.
Key features of conveyor wire mesh belts include:
- Durability: The metal wire construction provides high strength and resistance to wear and tear, ensuring a long service life.
- Open Mesh Design: The mesh design allows for efficient airflow, drainage, and heat dissipation, making it suitable for processes that involve high temperatures, liquids, or cooling.
- Versatility: Conveyor wire mesh belts can be customized in terms of mesh size, wire diameter, and belt width to meet specific application needs.
- Ease of Cleaning: The open mesh structure facilitates easy cleaning and maintenance, making it ideal for applications where hygiene is crucial.
Benefits of Conveyor Wire Mesh Belts
- High Strength and Durability Conveyor wire mesh belts are known for their exceptional strength and durability. The metal wire construction can withstand heavy loads, high speeds, and demanding conditions. This durability reduces the need for frequent replacements and minimizes downtime, leading to cost savings and increased productivity.
- Efficient Airflow and Heat Dissipation The open mesh design of wire mesh belts allows for excellent airflow, which is crucial for processes that involve heating or cooling. This design facilitates even heat distribution and rapid cooling or drying, improving the efficiency of processes such as baking, drying, and cooling.
- Chemical and Heat Resistance Conveyor wire mesh belts made from stainless steel or other alloys offer excellent resistance to heat and chemicals. This makes them suitable for applications involving corrosive substances, high temperatures, or abrasive materials. The belts maintain their structural integrity and performance even under harsh conditions.
- Versatility in Applications Conveyor wire mesh belts are highly versatile and can be used in a wide range of industries. They can be customized to fit specific requirements, such as different mesh sizes, wire diameters, and belt widths. This versatility makes them suitable for various applications, including food processing, manufacturing, and packaging.
- Easy Maintenance and Cleaning The open mesh structure of conveyor wire mesh belts makes them easy to clean and maintain. The design allows for effective removal of debris and contaminants, ensuring hygiene and preventing contamination. Regular cleaning is straightforward, contributing to the overall efficiency of the conveyor system.
- Cost-Effective Solution The durability and low maintenance requirements of conveyor wire mesh belts contribute to their cost-effectiveness. While the initial investment may be higher compared to other types of belts, the long service life and reduced maintenance costs lead to significant savings in the long run.
Common Applications of Conveyor Wire Mesh Belts
- Food Processing Industry
- Baking and Cooking: Conveyor wire mesh belts are widely used in baking ovens and cooking processes. The open mesh design allows for optimal airflow, ensuring even cooking and baking of food products.
- Cooling and Freezing: In cooling and freezing applications, wire mesh belts facilitate efficient air circulation, which speeds up the cooling process and prevents product condensation.
- Washing and Drying: The mesh design allows for effective drainage and drying of food products, making it ideal for applications such as washing and drying fruits, vegetables, and processed foods.
- Manufacturing Industry
- Material Handling: Conveyor wire mesh belts are used for handling various materials in manufacturing processes, including metal parts, components, and assemblies. The strength and durability of the belts ensure reliable transport and processing of materials.
- Heat Treatment: In heat treatment processes such as annealing or tempering, wire mesh belts provide excellent heat distribution and resistance, ensuring the proper treatment of metal parts.
- Packaging Industry
- Sorting and Packing: Conveyor wire mesh belts are employed in sorting and packing lines to transport packaged goods and components. The open mesh structure allows for efficient handling and inspection of products.
- Labeling and Wrapping: Wire mesh belts are used in labeling and wrapping machines, where their strength and ease of cleaning contribute to smooth and efficient packaging operations.
- Chemical Processing Industry
- Material Conveying: Conveyor wire mesh belts are suitable for conveying chemicals and raw materials in processing plants. The resistance to corrosion and heat ensures reliable performance in harsh environments.
- Drying and Cooling: In chemical processing, wire mesh belts facilitate effective drying and cooling of chemical products, improving the efficiency of the production process.
- Electronics Manufacturing
- Component Handling: Conveyor wire mesh belts are used in electronics manufacturing for handling sensitive electronic components. The strength and precision of the belts ensure smooth transport and processing of delicate parts.
Choosing the Right Conveyor Wire Mesh Belt
- Determine Application Requirements Assess the specific requirements of your application, including load capacity, temperature range, and exposure to chemicals. This will help you choose a conveyor wire mesh belt with the appropriate material, mesh size, and design.
- Select the Appropriate Material Choose a material that suits the environmental conditions of your application. Stainless steel is commonly used for its corrosion resistance, while carbon steel may be suitable for less demanding environments. Consider factors such as temperature resistance and chemical exposure when selecting the material.
- Consider Mesh Size and Wire Diameter The mesh size and wire diameter affect the belt’s performance and suitability for different applications. Larger mesh sizes allow for greater airflow, while smaller mesh sizes provide more support for delicate items. Select the appropriate size based on your specific needs.
- Evaluate Belt Width and Length Ensure that the conveyor wire mesh belt fits the dimensions of your conveyor system. Measure the required width and length to ensure a proper fit and efficient operation.
- Work with a Reputable Supplier Partner with a reputable conveyor wire mesh belt supplier to ensure you receive a high-quality product that meets your specifications. A reliable supplier can provide valuable guidance, customization options, and support for your conveyor system.
Conclusion
A conveyor wire mesh belt is a highly effective and versatile solution for material handling across various industries. With its durability, strength, and open mesh design, it offers numerous benefits, including efficient airflow, heat dissipation, and easy maintenance. Whether used in food processing, manufacturing, packaging, or chemical processing, a conveyor wire mesh belt provides reliable performance and cost-effectiveness.
By understanding the features and benefits of conveyor wire mesh belts and choosing the right product for your application, you can enhance operational efficiency, reduce maintenance costs, and ensure smooth material handling. Partnering with a reputable supplier will ensure you receive a high-quality conveyor wire mesh belt that meets your specific needs and contributes to the success of your industrial processes.