Mesh conveyor belts are essential in various industries, providing flexibility, durability, and efficiency in transporting materials through automated processes. Whether you’re in food processing, metal heat treatment, or manufacturing, choosing the right Mesh conveyor belt can significantly impact your production efficiency. This article will explore the various types of mesh conveyor belts, their applications, and how to find the best Mesh conveyor belt suppliers in the market.
Chapter 1: Understanding Mesh Conveyor Belts
1.1 What is a Mesh conveyor belt?
A Mesh conveyor belt is a type of belt used in conveyor systems that is made from woven metal or synthetic fibers. These belts have openings or “meshes” between the woven materials, which allow air and liquids to pass through. Mesh belts are widely used in industries requiring drying, cooling, or heat treatment processes because they provide both flexibility and strength.
1.2 Key Features of Mesh Conveyor Belts
Mesh conveyor belts offer various features that make them ideal for multiple industries, including:
- Temperature Resistance: Mesh conveyor belts can withstand high temperatures, making them suitable for processes like heat treatment and drying.
- Durability: Made from materials such as stainless steel and PTFE, these belts are built to last in heavy-duty applications.
- Flexibility: Mesh conveyor belts are flexible enough to transport a wide range of materials, from delicate food items to heavy industrial products.
- Airflow: The mesh structure allows for optimal airflow, making it ideal for processes requiring ventilation, such as drying or cooling.
1.3 Types of Mesh Conveyor Belts
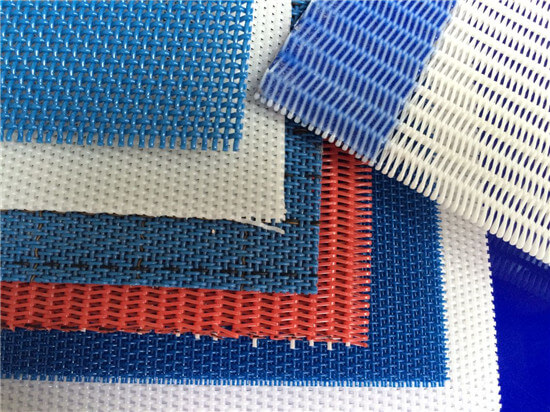
There are several types of mesh conveyor belts available based on the material and design:
- Wire Mesh conveyor belt: Woven with stainless steel or other metal wires, these belts are commonly used in heat treatment and food processing.
- PTFE Mesh conveyor belt: Made from PTFE (Teflon) material, these belts are perfect for non-stick applications and high-temperature environments.
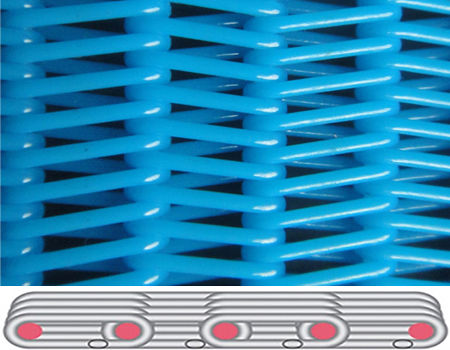
- Plastic Mesh conveyor belt: These belts are made from plastic materials and are often used in food handling due to their hygienic properties.
- Stainless Steel Wire Mesh conveyor belt: Designed for high-strength and durability, these belts are commonly used in harsh industrial environments.
Chapter 2: The Various Applications of Mesh Conveyor Belts
2.1 Food Processing
Mesh conveyor belts are essential in the food processing industry. They are used for baking, drying, freezing, and cooling various food items. The belts allow even airflow, ensuring food is processed consistently. PTFE mesh conveyor belts are often used for non-stick applications like baking bread or cookies.
2.2 Metal Heat Treatment
In industries such as metalworking, mesh conveyor belts are used for heat treatment processes such as annealing, quenching, and sintering. A mesh belt furnace or continuous belt furnace is typically equipped with a stainless steel mesh belt that can withstand high temperatures. Stainless steel mesh conveyor belts are ideal for such applications due to their resistance to high temperatures and corrosion.
2.3 Automotive and Manufacturing
In the automotive and general manufacturing industries, mesh conveyor belts are used for material handling, part processing, and assembly lines. Their ability to handle heavy loads and resist wear and tear makes them invaluable in these environments.
2.4 Pharmaceutical and Chemical Processing
Mesh conveyor belts are also used in the pharmaceutical and chemical industries. They are often used in the drying of chemicals and pharmaceuticals, where precise temperature control is required. A stainless steel wire Mesh conveyor belt is typically chosen for its chemical resistance.
2.5 Textile and Fabrication
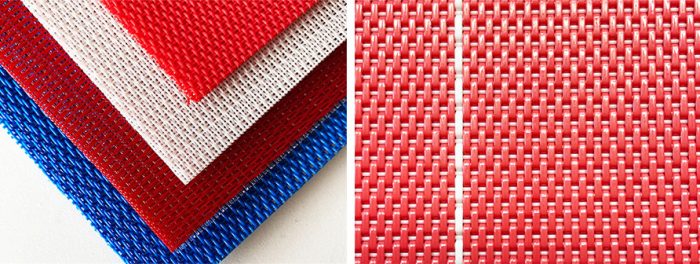
In the textile industry, mesh conveyor belts are employed in fabric processing, such as dyeing and drying. Polyester mesh conveyor belts are commonly used because they are lightweight and resistant to moisture and chemicals.
Chapter 3: Choosing the Right Mesh conveyor belt Supplier
3.1 Qualities to Look for in a Mesh conveyor belt Supplier
Finding the right Mesh conveyor belt supplier is crucial for the success of your operations. Here are some key factors to consider:
- Quality of Materials: Ensure that the supplier uses high-quality materials such as stainless steel or PTFE for the belts.
- Customization Options: The best suppliers offer customization options to meet the specific needs of your application.
- Industry Experience: A supplier with extensive experience in your industry is likely to provide better advice and support.
- After-Sales Service: Check if the supplier provides maintenance, repair, and technical support after the purchase.
3.2 Top Mesh conveyor belt Suppliers
Here are some leading Mesh conveyor belt manufacturers you can consider:
- The Wire Mesh Belt Company: Specializing in high-quality wire mesh belts for various industries, including food processing and metal heat treatment.
- Wire Conveyor Belt Manufacturers: These companies produce durable wire mesh belts tailored for heat treatment and industrial use.
- PTFE Mesh conveyor belt Suppliers: Suppliers of PTFE or Teflon mesh belts offer products that resist high temperatures and provide non-stick properties.
3.3 Global and Local Suppliers
If you’re looking for a “Mesh conveyor belt supplier near me,” a quick online search will reveal several local and global suppliers. Some suppliers even offer tailored solutions based on your location and industry requirements.
Chapter 4: Wire Mesh Conveyor Belts: A Closer Look
4.1 What is a Wire Mesh conveyor belt?
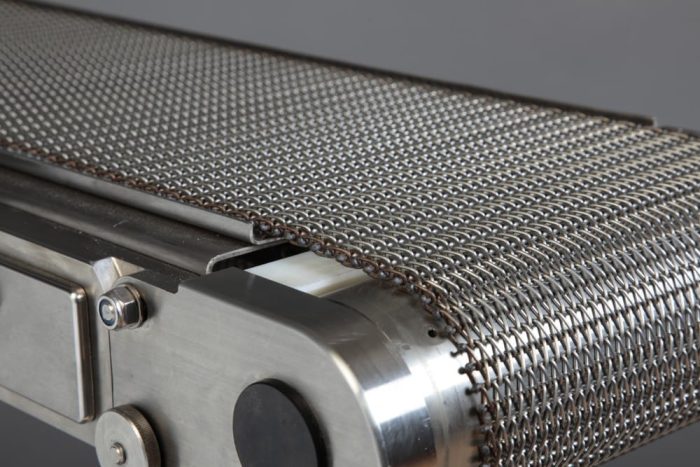
A wire Mesh conveyor belt is made of metal wires that are woven together to form a belt. These belts are highly durable and are used in industries that require heavy-duty material handling.
4.2 Stainless Steel Wire Mesh Conveyor Belts
Stainless steel wire mesh conveyor belts are popular in industries where high heat or corrosive materials are present. They offer superior strength and resistance to rust and oxidation, making them ideal for heat treatment, food processing, and chemical handling.
4.3 Benefits of Wire Mesh Conveyor Belts
- Durability: Metal mesh belts, particularly those made from stainless steel, offer unmatched durability.
- High-Temperature Resistance: Suitable for heat-intensive processes.
- Corrosion Resistance: Resistant to corrosion in harsh chemical environments.
- Cost-Effective: Long-lasting and require minimal maintenance.
4.4 Wire Mesh conveyor belt Manufacturers
The best wire Mesh belt manufacturers focus on producing high-quality belts that meet the specific needs of industries such as food processing, automotive, and heat treatment. Some of the leading manufacturers include:
- The Wire Mesh Belt Company
- Stainless Steel Wire Mesh conveyor belt Suppliers
- Flat Wire Conveyor Belt Manufacturers
Chapter 5: Mesh Belt Dryers and Furnaces
5.1 Mesh Belt Dryers
A mesh belt dryer is used in various industries to dry materials such as food products, chemicals, and textiles. These dryers are equipped with mesh belts that allow air to circulate freely, ensuring even drying.
5.2 Mesh Belt Furnace Heat Treatment
A mesh belt furnace is used in the metalworking industry for heat treatment processes like annealing, sintering, and tempering. Stainless steel wire mesh conveyor belts are commonly used in these furnaces due to their high temperature and corrosion resistance.
5.3 Continuous Mesh Belt Furnace
A continuous mesh belt furnace operates by continuously feeding materials through a heated environment. These furnaces are widely used in industries like automotive manufacturing and metalworking.
Chapter 6: PTFE Mesh Conveyor Belts and Teflon Mesh Conveyor Belts
6.1 What is a PTFE Mesh conveyor belt?
A PTFE Mesh conveyor belt is made from a type of Teflon that provides non-stick properties and is resistant to high temperatures. These belts are ideal for food processing, chemical drying, and other applications requiring non-stick surfaces.
6.2 Teflon Mesh Conveyor Belts in Industrial Applications
Teflon mesh conveyor belts are used in a variety of industries, including:
- Food Processing: For baking and drying where non-stick properties are essential.
- Chemical Processing: For drying chemicals without sticking to the belt.
6.3 Benefits of PTFE Mesh Conveyor Belts and Teflon Mesh Conveyor Belts
- High Heat Resistance: Can withstand high temperatures.
- Non-Stick Surface: Ideal for food processing and chemical drying.
- Durability: Resistant to chemicals and wear.
Chapter 7: Conclusion
Mesh conveyor belts are an essential component in a wide range of industries, from food processing and pharmaceuticals to metalworking and textiles. Whether you need a stainless steel wire Mesh conveyor belt for a mesh belt furnace or a PTFE Mesh conveyor belt for high-temperature food processing, choosing the right Mesh conveyor belt supplieris crucial for your business’s success.
By understanding the different types of mesh belts and their applications, you can make an informed decision that will improve your operational efficiency and product quality. With continuous advancements in Mesh conveyor belt technology, including the development of durable, high-temperature resistant materials, the future of conveyor systems is brighter than ever.